RE-50-1998
REGLAMENTO TÉCNICO
SOBRE JERINGAS HIPODÉRMICAS ESTÉRILES DE UN SOLO USO
VISTO: El Tratado de Asunción, el Protocolo de Ouro Preto, las
Resoluciones Nº 91/93, 152/96 y 38/98 del Grupo Mercado Común y la Recomendación Nº 7/97 del SGT Nº 3 “Reglamentos Técnicos”
CONSIDERANDO:
Que
existe la necesidad de establecer un Reglamento Técnico que garantice la
calidad y seguridad de las jeringas hipodérmicas estériles de un solo uso.
EL GRUPO MERCADO COMÚN
RESUELVE:
Art 1 Aprobar el “Reglamento
Técnico sobre Jeringas Hipodérmicas Estériles de un Solo Uso”, en sus versiones
en español y portugués, que figura como Anexo y forma parte de la presente
Resolución:
Art 2 Los Estados Partes pondrán
en vigencia la disposiciones legislativas, reglamentarias y administrativas
necesarias para dar cumplimiento a la presente Resolución, a través de los
siguientes organismos:
ARGENTINA
- Ministerio de Salud Pública - ANMAT (Administración Nacional de Medicamentos,
Alimentos y Tecnología Médica).
BRASIL - Ministerio da
Saúde - Secretaria de Vigilância Sanita ria.
PARAGUAY - Ministerio de
Salud Pública y Bienestar Social.
URUGUAY - Ministerio de
Salud Pública.
Art. 3 El presente Reglamento
Técnico se aplicará en el territorio de los Estados Partes, al comercio entre
ellos y a las importaciones extrazona.
Art. 4 Los Estados Partes del
MERCOSUR deberán incorporar la presente Resolución a sus ordenamientos
jurídicos internos antes del día 7/VI/99.
XXXII GMC – Rio de Janeiro,
8/XII/98
Reglamento Técnico sobre
Jeringas Hipodérmicas Estériles de
un Sólo Uso
1) Alcance
Esta parte de la presente
normativa especifica requerimientos para jeringas hipodérmicas estériles de
un solo uso, hechas de materiales plásticos y destinadas para la aspiración de
fluidos o para la inyección de fluidos inmediatamente después del llenado
realizado por medio manual.
Excluye jeringas para uso con
insulina, jeringas hechas de vidrio, jeringas con agujas permanentemente
conectadas, jeringas para uso con bombas accionadas por energía, jeringas
prellenadas por el fabricante con el líquido de inyección, y jeringas
extractoras de muestras de fluidos corporales cuyo émbolo no permita ni posea
condiciones de inyección.
2) Definiciones
Para
el propósito de la normativa, son aplicables las siguientes
definiciones:
2.1 Capacidad Nominal: Capacidad de la
jeringa declarada por el fabricante. Volumen de agua, a 20 ± 5 º C, entregado por
la jeringa, cuando la línea de referencia del émbolo recorre el cilindro desde
la graduación máxima de la escala hasta cero.
Nota: Los ejemplos son 1 ml, 5 ml,
50 ml.
2.2 Capacidad Graduada: Volumen de agua a 20 ± 5 °C (o para países
tropicales 27 ±
5 °C) expulsado de la
jeringa cuando la línea de referencia del émbolo atraviesa un/os intervalo/s de
la escala.
2.3 Capacidad total Graduada: Capacidad de la
jeringa desde la graduación cero hasta la línea de graduación más alejada.
Nota:
La capacidad total graduada puede ser igual o mayor a la capacidad nominal.
2.4 Capacidad máxima usable: Capacidad de la jeringa cuando
el émbolo es llevado a su posición funcional extrema.
2.5 Línea de referencia: Línea que circunscribe el final del émbolo, para
la determinación de la capacidad correspondiente a cualquier lectura de la
escala en la jeringa.
3) Nomenclatura
La
nomenclatura para los componentes de jeringas hipodérmicas para un solo uso es
mostrado en la figura 1.
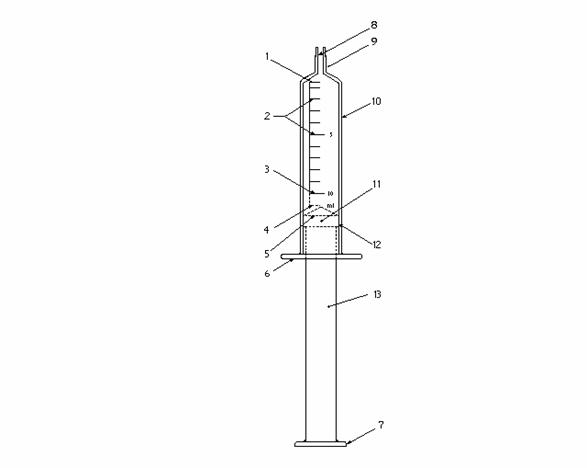 figura 1
figura 1
1. Línea de graduación
cero. 8.
Diámetro interior del pico
2. Líneas de graduación.
9. Pico
3. Línea de graduación de
capacidad nominal. 10. Cilindro.
4. Línea de graduación de
capacidad total. 11. Tapón.
5. Línea de referencia.
12. Sello.
6. Aleta de sujeción o empuñadura.
13. Vástago.
7. Disco de empuje
Nota:
El dibujo tiene por objeto ilustrar los componentes de la jeringa. El conjunto
tapón-vástago (de una o dos piezas) puede ser de construcción integral y además
puede tener más de un sello.
4) Limpieza
Cuando es inspeccionada por visión
normal, o corregida a normal, sin aumento, bajo una iluminación de 300 a 700 Lx, la superficie de la jeringa hipodérmica que entra en contacto con los líquidos de
inyección durante el uso normal estará libre de partículas y materia extraña.
5) Límites de acidez y
alcalinidad
Cuando
se determina con un medidor de pH de laboratorio y utilizando un electrodo de
propósito general, el valor de pH de un extracto preparado de acuerdo con el
Anexo A estará dentro de ± 0,1 unidades de pH del valor de pH del fluido de control.
Nota: Se considera como líquido de
control a una porción de agua igual a la utilizada para preparar el extracto
pero sin ser sometida a ninguna operación .
6) Límites para metales
extraíbles
Cuando
es evaluado por un método microanalítico reconocido, por ejemplo por un método
de absorción atómica, un extracto preparado de acuerdo con el Anexo A, no
tendrá un contenido suma mayor que 5 mg/l de plomo, estaño, zinc, hierro. El
contenido de cadmio del extracto deberá ser, cuando es corregido por el
contenido de cadmio del fluido de control, menor de 0,1 mg/l.
7) Límites residuales de
esterilización por Oxido de Etileno
En
el caso de emplear Oxido de Etileno para la esterilización, se debe establecer
la cantidad residual, para lo que se debe emplear el método de
"cromatografía en fase gaseosa" o método equivalente. El límite
máximo permitido, en las jeringas hipodérmicas para usar una sola vez, es de:
a) 25 partes por millón para óxido de etileno.
b) 25 partes por millón para etileno clorhidrina.
c) 250 partes por millón para etilenoglicol.
8) Lubricantes
Si
las superficies internas de la jeringa, incluyendo el pistón, son lubricadas,
el lubricante no debe ser visible, como gotitas o partículas, bajo una visión
normal o corregida a normal.
Un
aceptable lubricante, aplicado sin diluir, para la jeringa de tres piezas es
polidimetilsiloxano cumpliendo los requisitos de USP XXIII, hasta ser
sustituida por la Farmacopea armonizada MERCOSUR.
La
cantidad de lubricante utilizado no debe exceder 0,25 mg/cm² del área de la
superficie interna del cilindro de la jeringa. El ensayo se debe realizar de
acuerdo al Anexo G.
Un
lubricante aceptable para la jeringa de dos piezas es amidas de los ácidos
grasos eurícico y/u oléico. La cantidad de lubricante no debe exceder 0,6 %
(masa/masa) de la masa del cilindro.
9) Tolerancia
Las
tolerancias en la capacidad graduada deberán ser como las dadas en la Tabla I.
Tabla I: Tolerancia en la capacidad, volumen residual, dimensiones de la
escala y fuerza para el ensayo de fuga
|
Capacidad nominal de la jeringa (v) ml (cm³)
|
Tolerancia en las capacidades graduadas
|
Volumen residual máximo ml.
|
Longitud mínima de la escala hasta la capacidad nominal mm.
|
Intervalo de las graduaciones secundarias ml.
|
Intervalo de las graduaciones numeradas ml
|
Fuerza para el ensayo de Fuga (Ver Anexo D)
|
|
|
Capacidades menores que la mitad de la nominal
|
Capacidades igual o mayor que la mitad de la nominal
|
|
|
|
|
Fuerza perpendicular ± 5% N
|
Presión axial ±5% kPa
|
|
v < 2
|
±(1,5% de V+2% del
volumen expelido)
|
±5% del volumen
expelido
|
0,07
|
55
|
0,05
|
0,1
|
0,25
|
300
|
|
2 £ V < 5
|
±(1,5% de V+2% del
volumen expelido)
|
±5% del volumen
expelido
|
0,07
|
27
|
0,2
|
0,5 o 1
|
1,0
|
300
|
|
5 £ V < 10
|
±(1,5% de V+1% del
volumen expelido)
|
±4% del volumen
expelido
|
0,07
|
36
|
0,5
|
1
|
2,0
|
300
|
|
10£V<20
|
±(1,5% de V+1% del
volumen expelido)
|
±4% del volumen
expelido
|
0,10
|
44
|
1,0
|
5
|
3,0
|
300
|
|
20 £V<30
|
±(1,5% de V+1% del
volumen expelido)
|
±4% del volumen
expelido
|
0.15
|
52
|
2,0
|
10
|
3,0
|
200
|
|
30£V<50
|
±(1,5% de V+1% del
volumen expelido)
|
±4% del volumen
expelido
|
0,17
|
67
|
2,0
|
10
|
3,0
|
200
|
|
50£V
|
±(1,5% de V+1% del volumen
expelido)
|
±4% del volumen
expelido
|
0,20
|
75
|
5,0
|
10
|
3,0
|
200
|
|
|
|
|
|
|
|
|
|
|
10) Escala Graduada
10.1 Escala
10.1.1 La jeringa podrá tener ya sea una
sola escala o más de una, siempre que sean idénticas y será graduada, por lo
menos, en los intervalos dados en la Tabla I. La unidad de volumen estará marcada en el cilindro.
Nota: Este requerimiento no
excluye la provisión de marcas de graduación adicionales dentro de la escala o
como extensiones a la escala.
10.1.2 Si la escala es extendida pasando
la capacidad nominal, la porción extendida estará diferenciada del resto de la
escala.
Los ejemplos de los medios de
diferenciación son:
a) Resaltando el número de escala
de la línea de capacidad nominal.
b) El uso de número de escala más
pequeño para las líneas de graduación extra.
c) El uso de líneas de graduación
más cortas para las líneas de graduación extra.
d) El uso de una línea partida
para la línea vertical opcional de la longitud de escala extra.
10.1.3 Las líneas de graduación serán de
un espesor uniforme, estarán en planos de ángulos rectos al eje del cilindro
10.1.4 Las líneas de graduación estarán
equiespaciadas a lo largo del eje longitudinal entre la línea de graduación
cero y la línea para la capacidad total graduada.
10.1.5 Cuando la jeringa es sostenida
verticalmente, la punta de todas las líneas de graduación de similar longitud
estarán verticalmente alineadas.
10.1.6 Las longitudes de las líneas de
graduación cortas en cada escala serán aproximadamente de la mitad de la
longitud de las líneas largas.
Ejemplos de escalas y la
numeración de las líneas de graduación son mostradas en la figura 2.
figura 2: Ejemplos de escalas
de graduación.
10.2 Numeración de la escala.
10.2.1 Las líneas de graduación estarán
numeradas a los incrementos de volumen dados en Tabla I. También
deberán estar numeradas las líneas que denota la capacidad nominal y la
capacidad total graduada, si éstas difieren.
Ejemplos de la numeración de la
escala son mostrados en la figura 2.
10.2.2 Cuando la jeringa es sostenida
verticalmente con la punta cónica hacia arriba y con la escala hacia el frente,
los números aparecerán vertical en la escala y en una posición tal que serían
divididos en dos partes iguales por una prolongación de las líneas de graduación
a las cuales se relacionan. Los números estarán cerca, pero no tocarán las
puntas de las líneas de graduación con las cuales se relacionan.
10.3 Longitud total de la escala a
la línea de capacidad nominal.
La
longitud total de la escala será como la dada en la Tabla I.
10.4 Posición de la escala
Cuando el émbolo esta totalmente
inserto, esto es lo más cerca posible a la punta del pico del cilindro, la
línea de graduación cero de la escala coincidirá con la línea de referencia en
el tapón, dentro de un cuarto del intervalo más pequeño de la escala.
11 Cilindro.
11.1 Dimensiones
La longitud del cilindro será tal
que la jeringa tiene una capacidad máxima usable de por lo menos un 10 % más de
la capacidad nominal.
11.2 Empuñadura
La
punta abierta del cilindro estará provista con empuñaduras que asegurará que la
jeringa no ruede en más de 180 grados cuando es colocada en una superficie
plana, con un ángulo de 10 grados con respecto a la horizontal. La empuñadura
deberá estar libre de bordes filosos.
La empuñadura será de un tamaño,
forma y resistencia adecuada para el propósito intencionado, y deberá permitir
que la jeringa sea sostenida en forma segura durante el uso.
12 Conjunto
Tapón/Vástago (Émbolo)
12.1 Diseño
El
diseño del vástago y disco de empuje de la jeringa será tal que cuando el
cilindro es sostenido en la mano, el vástago pueda ser empujado con el pulgar
de esa mano. Cuando es ensayado de acuerdo con el Anexo B, el tapón no se
desconectará del vástago.
El vástago será de una adecuada
longitud para permitir que el tapón atraviese la longitud total del cilindro.
El esfuerzo para retirar totalmente el émbolo debe ser mayor que el necesario
para su desplazamiento en el resto del cilindro.
La proyección del vástago y la
configuración del disco de empuje deberá ser tal como para permitir que el
vástago sea operado sin dificultad. Cuando la línea de referencia del tapón
coincide con la línea de graduación cero, la longitud mínima adecuada del
vástago desde la superficie de la empuñadura más cercana del disco de empuje
debe ser:
a)
8 mm para jeringas de una capacidad nominal menor a 2 ml.
b)
9 mm para jeringas de una capacidad nominal entre 2 ml. y menor a 5 ml.
c)
12,5 mm para jeringas de una capacidad nominal de 5 ml. o más.
12.2 Encastre del tapón en el
cilindro.
Cuando la jeringa es llenada con
agua y sostenida verticalmente, primero con una punta hacia arriba y después
con la otra, el vástago no se moverá por su propio peso.
12.3 Línea de referencia: Habrá un borde
visible y definido que sirve como la línea de referencia en el extremo del
tapón. La línea de referencia estará en contacto con la superficie interna del
cilindro.
13 Pico
13.1 Ajuste Cónico.
El
ajuste cónico macho del pico de la jeringa tendrá una conicidad nominal del 6%
(Tipo Luer). Ver Anexo E.
13.2 Posición del Pico en el Cilindro
13.2.1 En las jeringas de una capacidad
nominal menores que 5 ml., el pico de la jeringa estará situado centralmente,
es decir, será coaxial con el cilindro.
13.2.2 En jeringas de una capacidad
nominal de 5 ml. o más, el pico de la jeringa estará situado ya sea céntrica o
excéntricamente.
13.2.3 Si el pico de la jeringa es
excéntrico, su eje estará verticalmente debajo del eje del cilindro cuando la
jeringa yace, sobre una superficie plana, con su escala para arriba. La
distancia entre el eje del pico y el punto más cercano de la superficie interna
del orificio del cilindro, no será mayor de 4,5 mm.
13.3 Diámetro interior
del pico.
El
pico tendrá un diámetro interior no menor a 1,2 mm.
14 Características especiales
14.1 Volumen residual
Durante
el ensayo de acuerdo al Anexo C, el volumen de líquido contenido en el cilindro
y en el pico, cuando el émbolo está completamente insertado será el dado en la Tabla I.
14.2 Ausencia de escape
de aire y líquido a nivel del tapón.
Durante
el ensayo de acuerdo al Anexo D, no deberá haber escape de agua a través del
tapón o de los sellos.
Durante
el ensayo de acuerdo al Anexo B, no habrá escape de aire a través del tapón o
de los sellos, y no habrá ninguna caída en el registro del manómetro.
15. Marcado de la jeringa
Cada
jeringa llevará marcadas en su cuerpo, en idioma original del país parte
receptor, las siguientes indicaciones:
a)
Escala graduada.
b)
Capacidad nominal en cm3 y/o ml
c)
Una leyenda que exprese claramente "usar una vez y destruir", o
simbología equivalente.
16 Embalaje.
16.1 Envase primario.
Cada
jeringa hipodérmica estará sellada en un envase primario.
Los
materiales del envase no tendrán efectos perjudiciales sobre el contenido. El
material y diseño del contenedor será tal que asegurará:
a)
el mantenimiento de la esterilidad del contenido, si se lo almacena en
condiciones de humedad, limpieza y ventilación adecuada,
b)
un riesgo mínimo de contaminación durante la apertura del envase y extracción
del contenido,
c)
una adecuada protección de los contenidos durante el manejo normal, tránsito y
almacenaje,
d)
una vez que el envase ha sido abierto no puede ser fácilmente vuelto a sellar,
y mostrará evidencias de que fue abierta.
16.2 Envase secundario
Uno
o más envases primarios serán empacados en un segundo envase.
El
segundo envase debe ser lo suficientemente robusto para proteger los contenidos
durante el manejo, tránsito y almacenamiento.
Uno
o más envases secundarios pueden ser empacados en un envase de almacenamiento
y/o tránsito.
17. Rotulado
Deberá constar por lo menos en el idioma del Estado Parte
Receptor.
17.1 Envase primario
Llevará
indicado, como mínimo, la siguiente información.
a) una descripción del
contenido, incluyendo capacidad nominal y tipo de pico;
b) las palabras “Estéril”,
“Atóxico” y “Libre de Piretógenos”;
c) las leyendas "para
usar una única vez", o equivalente (exceptuando el término
“descartable”), y "destruir luego de su uso";
d) la advertencia de
verificar la integridad de cada envase antes de su uso;
e) el número de lote,
prefijado por la palabra “Lote”, u otra forma de identificación;
f) fecha de
fabricación, fecha de vencimiento y método de esterilización empleado;
g) el nombre y
dirección del fabricante, nombre y dirección del importador (si
correspondiere).
h) nombre del
director/responsable técnico;
i) número de registro
habilitante ante la autoridad sanitaria competente del fabricante o importador;
j) Marca (símbolo o
número de verificación de conformidad con este reglamento)
17.2 Envase secundario
Llevará
indicado, como mínimo, la siguiente información:
a) una descripción del
contenido, incluyendo la capacidad nominal, el tipo de pico y la cantidad de
unidades;
b) las palabras "Estéril",
" Atóxica", "Libre de piretógenos";
c) la leyenda "para
usar una única vez", o un equivalente (excepto el término
"descartable") y "destruir luego de su uso";
d) la advertencia de
verificar la integridad de cada envase primario antes de su uso,
e) el número de lote,
prefijado por la palabra “Lote”, u otra forma de identificación.
f) fecha de
fabricación, fecha de vencimiento y método de esterilización empleado.
g) el nombre y
dirección del fabricante, nombre y dirección del importador (si correspondiere).
h) nombre del
director/responsable técnico,
i) información para el
manejo, almacenaje y transporte, cuando no se use envase de almacenamiento.
j) número de registro
habilitante ante la autoridad sanitaria competente del fabricante o importador.
k) Marca (símbolo o
número de verificación de conformidad con este reglamento)
17.3 Envase de
almacenamiento
Si
los envases secundarios son embalados en un envase de almacenaje, este llevará
indicado por lo menos la siguiente información:
a) una descripción del
contenido, incluyendo la capacidad nominal, el tipo de pico y la cantidad de
unidades,
b) la palabra “Estéril”, “Atóxico”, “ Libre
de Piretógenos”,
c) el número de lote, prefijada con la palabra
“Lote”, u otra forma de identificación,
d) fecha de fabricación,
fecha de vencimiento y método de esterilización empleado
e) el nombre y
dirección del fabricante, nombre y dirección del importador (si
correspondiere).
f) nombre del
director/responsable técnico,
g) información para el manejo, almacenaje y
transporte del contenido
17.4 Envoltorio de
transporte
Si
no se utiliza un envase de almacenaje pero los envases secundarios son
envueltos para el transporte, la información requerida para el 17.3 estará
marcada en el envoltorio o será visible a través del mismo.
18. Ensayos biológicos.
Cuando
el ensayo es realizado según el Anexo F, las jeringas ensayadas confirmarán la
esterilidad, la no toxicidad y la ausencia de pirógenos.
Anexo
A
Método
para la preparación de extractos
A.1 Principio
La
jeringa, retirada de su envase original, es llenada con agua a efectos de
extraer componentes solubles.
A.2 Aparatos y reactivos
A.2.1. Agua destilada o desionizada según Farmacopea USP XXIII, hasta ser
sustituida por farmacopea armonizada MERCOSUR.
A.2.2 Vasos de precipitación de borosilicato.
A.3 Procedimiento
A.3.1. Llene por lo menos tres jeringas hasta su línea de capacidad nominal
con agua según A.2.1, extraer las burbujas de aire y mantener las jeringas a
una temperatura de  °C durante 8 horas
°C durante 8 horas  min.
min.
Eyecte
los contenidos y combínelos en un vaso de vidrio borosilicato según A.2.2.
A.3.2. Prepare el liquido de control reservando una porción de agua sin usar
(A.2.1).
Anexo B
Método
de ensayo de escape de aire a través del tapón durante la aspiración y para separación de tapón y vástago.
B.1 Principio
Se
conecta el pico de la jeringa a un cono hembra, estando ésta parcialmente llena
con agua. Se aplica una presión negativa a través del pico y la jeringa es
inspeccionada por escapes de aire a través de los sellos y para determinar si
el tapón se desprende del vástago.
B.2 Aparatos y reactivos
B.2.1 Adaptador cónico hembra de acero, 6% (Luer).
B.2.2 Soportes y accesorios que sujetan el vástago de la jeringa en una
posición fija.
B.2.3 Equipos para producir, controlar y medir el vacío, como se muestra en
la figura B.1 incluyendo, una bomba de vacío con un control de
salida de aire, un manómetro y una válvula de cierre al vacío.
B.2.4 Agua recién hervida, enfriada a una temperatura de 20 ± 5 °C.
B.3 Procedimiento
B.3.1 Se aspira dentro de la jeringa un volumen de agua, preparada según
indica B.2.4 de no menos de 25 % de la capacidad nominal.
B.3.2 Con el pico hacia arriba, se retira el vástago, axialmente, hasta que
la línea de referencia del émbolo coincida con la línea de capacidad nominal de
la jeringa, y se sujeta el vástago en esa posición, como se muestra en la figura
B.1.
B.3.3 Se conecta el pico de la jeringa al ajuste cónico de acero del
aparato (B.2.1).
B.3.4 Se coloca el equipo de ensayo (B.2.3) según muestra la figura
B.1. Se pone en marcha la bomba de vacío con el control de salida de
aire abierto.
B.3.5 Se ajusta el control de salida de aire de manera que obtenga una
reducción gradual en la presión y se alcance un registro del manómetro de 88
Kpa por debajo de la presión atmosférica (1 kPa=7,5 mm Hg).
B.3.6 Se examina la jeringa por escapes de aire a través del tapón y los
cierres.
B.3.7 Se aísla el ensamble de la jeringa y manómetro por medio de una
válvula de cierre de vacío.
B.3.8 Se observa la lectura del manómetro durante 60 seg. y se registra
cualquier caída de la misma.
seg. y se registra
cualquier caída de la misma.
B.3.9 Se examina la jeringa para determinar si el tapón se ha comenzado a
separar del vástago.
B.4 Informe de ensayo
El
informe de ensayo deberá contener por lo menos la siguiente información:
a)
la identificación y la capacidad nominal de la jeringa.
b)
si se observó o no escapes de aire a través del tapón y los cierres.
c)
la caída, si la hubiere, en la lectura del manómetro.
d)
si el tapón se ha separado o no del vástago.
e)
fecha de ensayo.
f)
firma y aclaración del analista.
1. Bomba de vacío.
2. Trampa de vacío.
3. Control de salida de aire, por ejemplo válvula
de aguja.
4. Línea de graduación de la capacidad nominal
5. Agarradera.
6. Válvula de cierre de vacío.
7. Cono hembra tipo Luer.
8. Agua, no menos de 25% de la capacidad nominal.
9. Jeringa
10. Manómetro.
figura B.1: Aparato para el
ensayo de aspiración
Anexo
C
Método
para la determinación del volumen residual
C.1 Principio
La
jeringa con aguja insertada y sin protector (retirada de su envase original),
es pesada seca y después de haberla llenado y vaciado con agua. El volumen
residual se infiere de la masa de agua residual.
C.2 Aparatos y reactivos
C.2.1 Balanza, capaz de determinar la diferencia en masa de 0,2 g o menos con una precisión de 1 mg.
C.2.2 Agua destilada o Desionizada, Según Farmacopea USP XXIII, hasta ser
sustituida por farmacopea armonizada MERCOSUR.
C.3 Procedimiento
C.3.1 Pesar (C.2.1) la jeringa vacía.
C.3.2 Llenar la jeringa a la línea de graduación de la capacidad nominal
con agua (C.2.2) teniendo cuidado de expeler todas las burbujas de aire y
asegurar que el nivel del menisco del agua coincida con el final del lumen del
pico.
C.3.3 Expeler el agua empujando el vástago totalmente y secar la superficie
externa de la jeringa.
C.3.4 Vuelva a pesar la jeringa.
C.4 Cálculo de los
resultados
Determinar
la masa, en gramos, del agua remanente en la jeringa restando la masa de la
jeringa vacía de la masa de la jeringa después de la expulsión del agua.
Registre este valor como el volumen residual en mililitros, tomando la densidad
del agua como 1000 kg./m3.
C.5 Informe de Ensayo
El
informe de ensayo deberá contener por lo menos la siguiente información:
a)
la identificación y capacidad nominal de la jeringa;
b)
el volumen residual expresado en mililitros;
c)
fecha del ensayo;
d) identificación y firma del analista.
Anexo D
Método
de Ensayo por Pérdida de Líquido por el tapón
de
la Jeringa bajo Compresión
D.1 Principio
La
jeringa es llenada con agua, el pico de la jeringa cerrado, el vástago
dispuesto en la orientación más desventajosa en relación con el cilindro y se
aplica una fuerza en un intento de inducir una pérdida a través de los sellos
del émbolo y el cilindro.
D.2 Aparatos y Reactivos
D.2.1 Elementos para el Sellado u Oclusión del pico de la
jeringa.
Nota:
Esto puede incluir el cierre cónico hembra de acero, de referencia, de acuerdo
al Anexo E, adecuadamente sellado u ocluido.
D.2.2 Elementos para la aplicación de una fuerza en dirección perpendicular
al vástago de la jeringa, con un rango de 0,25N a 3N.
D.2.3 Elementos para la aplicación de una fuerza axial al cilindro y/o
vástago de la jeringa, para generar presiones de acuerdo a la Tabla I.
D.2.4 Agua.
D.3 Procedimiento
D.3.1 Aspire dentro de la jeringa un volumen de agua excediendo la
capacidad nominal de la jeringa.
D.3.2 Expeler el aire y ajuste el volumen de agua en la jeringa a la
capacidad nominal.
D.3.3 Selle (D.2.1) el pico de la jeringa.
D.3.4 Aplique una fuerza en dirección perpendicular (D.2.2) al disco de
empuje en ángulos rectos al vástago para moverlo en forma radial alrededor de
los sellos del émbolo con una fuerza conforme la dada en Tabla I.
Oriente
el vástago para permitir la deflección máxima de la posición axial.
D.3.5 Aplique una fuerza axial (D.2.3) a la jeringa de manera de generar la
presión dada en Tabla I por la acción relativa del émbolo y el
cilindro. Mantenga la presión durante (30 ) s.
D.3.6 Examine la jeringa por pérdidas de agua a través del tapón sellado.
D.4 Informe de Ensayo
El
informe de ensayo deberá contener por lo menos la siguiente información:
a)
la identidad y capacidad nominal de la jeringa;
b)
si se observó o no pérdidas a través del émbolo o cierres;
c)
la fecha del ensayo.
d)
identificación y firma del analista.
Anexo E
Ajuste cónica con un ahusamiento del 6 % (Luer) para
jeringa.
Parte
1: Requerimientos generales.
E.1.1 Alcance y Campo de Aplicación
Esta
parte de la reglamentación especifica los requerimientos del ajuste cónico con
un ahusamiento del 6 % (Luer) para usar con jeringas hipodérmicas. La misma
cubre ajustes cónicos hechos de materiales rígidos o semirígidos e incluyen
métodos de evaluación para la medición o calibrado y su comportamiento. Excluye
a materiales más flexibles o elastométricos.
En
la figura E.1.1 se ilustra un típico ajuste cónico del 6 % (Luer)
macho (ajuste macho), y ajuste cónico hembra del 6 % (Luer) (ajuste hembra).
E.1.2 Dimensiones
Las
dimensiones de los ajustes cónicos macho y hembra están dados en la Tabla E.1.I y son referenciados y mostradas en la figura
E.1.1.
En
la figura E.1.2 es mostrada un típico ajuste cónico del 6 %
(Luer). Las dimensiones del ensamble están dadas en la Tabla E.1.I.
figura E.1.1: Ajuste cónico típico
(Luer) del 6 %
(ver los correspondientes valores
en la Tabla E.1.I)
figura E.1.2: Ensamble típico del 6
% del ajuste cónico (Luer)
(Ver los correspondientes valores
en la Tabla E.1.I )
Tabla E.1.I: Dimensiones del ajuste cónico del 6 % (Luer)
|
|
|
Dimensiones
(mm)
|
|
Referencia
|
Designación
|
Materiales
Rígidos
|
Materiales
Semirígidos
|
|
Dimensiones
Básicas
|
  E E
F
|
Diámetro mínimo
del final del ajuste cónico macho (diám. referen.)
Diámetro máximo
del final del ajuste cónico macho
Diámetro mínimo
del comienzo del ajuste cónico hembra
Diámetro máximo
del comienzo del ajuste cónico hembra
Longitud mínima
del ajuste cónico macho
Profundidad
mínima del ajuste cónico hembra
|
3,925
3,990
4,270
4,315
7,500
7,500
|
3,925
4,027
4,270
4,315
7,500
7,500
|
|
Otras
Dimensiones
|
L*
M*
N*
R**
max
|
Longitud mínima
de ensamble
Tolerancia para
la longitud de ensamble del ajuste cónico hembra.
Tolerancia para
la longitud de ensamble del ajuste cónico macho
Radio de
curvatura
|
4,665
0,750
1,083
0,5
|
4,050
0,750
1,700
0,5
|
*
Dimensiones L, M y N son derivadas de las dimensiones básicas.
**
O equivalente a una entrada biselada sin alguna esquina aguda.
E.1.3 Requerimientos.
E.1.3.1 Medición o
calibrado
Cuando
el ajuste cónico es evaluado acorde con E.1.4.1, debe satisfacer los
requerimientos especificados en E.1.3.1.1 y E.1.3.1.2.
E.1.3.1.1 El pequeño final del ajuste cónico macho debe asentar en
los dos límites planos del calibre, y el final grande de la porción ahusada
debe extenderse más allá del plano de referencia del calibre.
No
debe ser evidente oscilaciones entre el calibre y el ajuste macho del material
rígido bajo evaluación.
E.1.3.1.2 El plano de diámetro máximo en la apertura del ajuste
cónico hembra debe extenderse entre dos limites planos del calibre.
No
debe ser evidente oscilaciones entre el calibre y el ajuste hembra del material
rígidos bajo evaluación.
E.1.3.2 Escape de
líquidos.
No
debe haber suficiente escape para formar una gota de agua cayendo, bajo las
condiciones de evaluación descripto en E.1.4.2.
El
eje del ajuste cónico bajo evaluación debe ser horizontal.
E.1.3.3 Escape de aire.
No
debe ser evidente la formación continua de burbujas de aire, bajo la condición
de evaluación indicada en E.1.4.3. Las burbujas formadas durante los primeros 5
seg. deben ser ignorados.
E.1.3.4 Fuerza de
separación
El
ajuste cónico bajo evaluación debe permanecer unido para la evaluación de
fijado, bajo las condiciones de evaluación establecidas, descripto en E.1.4.4.
E.1.3.5 Esfuerzo de
ruptura
No
debe haber evidencias de esfuerzos de ruptura del ajuste cónico, bajo las
condiciones de ensayo descripta en E.1.4.5.
Nota:
Los materiales usados para el ajuste cónico debe ser resistente al esfuerzo de
ruptura en el ambiente donde se encontrará durante su uso.
E.1.4. Métodos de evaluación
E.1.4.1 Evaluación de
calibrado.
El
procedimiento debe ser llevado a cabo según es especificado en E.1.4.1.1 a
E.1.4.1.4.
E.1.4.1.1 Realizar la evaluación empleando el calibre de acero como
es ilustrado en la figura E.1.3.
E.1.4.1.2 Realizar la evaluación a una temperatura de (20 ± 5) ºC.
E.1.4.1.3 La condición de los productos fabricado de un material
higroscópico debe ser de (20 ± 5) ºC y con una humedad relativa de (50 ± 10) %, por no menos
24 hs. antes de la evaluación. Estas condiciones no son requeridas para
productos fabricados de materiales no-higroscópicos.
E.1.4.1.4 Aplicar el calibre del ajuste cónico con una fuerza axial
total de 5 N, sin el empleo de torque. Luego remover la carga axial.
E.1.4.2 Método de
evaluación para el escape de líquidos desde el ensamble del ajuste bajo
presión.
La
evaluación debe ser llevada a cabo según es especificado en E.1.4.2.1 a
E.1.4.2.6.
E.1.4.2.1 Conectar el ajuste cónico a ser evaluado con un ajuste de
referencia macho o hembra de acero, cuyas dimensiones deben estar acorde con lo
mostrado en la figura E.1.4 o E.1.5, según sea apropiado. Ambos
componentes deben estar secos. Unir los componentes aplicando una fuerza axial
de 27,5 N por 5 seg. mientras se aplica una torsión a un valor de torque que no
exceda 0,1 N.m, lo que no debe originar una rotación que exceda los 90º.
E.1.4.2.2 Se introduce agua en la unión.
E.1.4.2.3 Expulsar el aire.
E.1.4.2.4 Asegurar que la parte externa del ajuste cónico de la
unión este seca.
E.1.4.2.5 Sellar la salida de la unión y alcanzar un valor de
presión interna de agua efectiva de 300 kPa.
E.1.4.2.6 Mantener la presión durante 30 seg.
E.1.4.3 Método de
evaluación para pérdida de aire del ajuste cónico durante la aspiración.
E.1.4.3.1 Ajuste macho
El
procedimiento debe ser llevado a cabo según se especifica en E.1.4.3.1.1 a
E.1.4.3.1.7.
E.1.4.3.1.1 Conectar el ajuste cónico macho a un ajuste hembra tomado
como referencia, cuyas dimensiones deben ser acordes con lo mostrado en la figura
E.1.4. Ambos componentes deben estar secos. Unir el ajuste macho al
ajuste hembra de referencia con una fuerza axial de 27,5 N por 5 seg. mientras
se aplica una torsión con un valor de torque que no exceda 0,1 N.m, lo cual no
debe originar una rotación que exceda los 90º.
E.1.4.3.1.2 Conectar el ajuste hembra de referencia por medio de una
junta, a prueba de perdida de mínimo volumen, a una jeringa habiendo pasado
previamente la evaluación de perdidas a través del pistón durante la
aspiración, de acuerdo con Anexo B.
E.1.4.3.1.3 Llenar la jeringa, a través del aparato y el ajuste
hembra de referencia, con un volumen de agua recientemente hervida y enfriada,
excediendo el 25 % de la capacidad graduada de la jeringa.
E.1.4.3.1.4 Expulsar el aire, exceptuando pequeñas burbujas
residuales de aire.
E.1.4.3.1.5 Ajustar el volumen de agua de la jeringa al 25 % de la
capacidad graduada.
E.1.4.3.1.6 Ocluir el aparato más abajo de la unión con ajuste
cónico.
E.1.4.3.1.7 Con el pistón de la jeringa hacia abajo, quitar el émbolo
hasta la capacidad nominal. Retener durante 5 seg. en esa posición.
E.1.4.3.2 Ajuste hembra
Conducir
la evaluación como en E.1.4.3.1 pero usando una jeringa con ajuste de acero
macho de referencia acorde a lo indicado en la figura E.1.5
acompañado con el ajuste hembra bajo evaluación.
E.1.4.4 Método de
evaluación para la fuerza de separación de ajuste cónico ensamblado.
La
evaluación debe ser llevada a cabo según es especificado en E.1.4.4.1 a
E.1.4.4.2.
E.1.4.4.1 Ensamblar como en la evaluación para la pérdida de
líquido E.1.4.2.
E.1.4.4.2 Aplicar una fuerza axial de 25 N en la dirección hacia
afuera según lo fijado en la evaluación, ha una velocidad de aproximadamente 10
N/seg. para un período no menor de 10 seg.
E.1.4.5 Método de
evaluación para esfuerzo de ruptura.
El
procedimiento debe ser llevado a cabo según es especificado en E.1.4.5.1 a
E.1.4.5.3.
E.1.4.5.1 Conectar el ajuste cónico a ser evaluado a un ajuste de
acero, macho o hembra empleado como referencia, cuyas dimensiones están acorde
con lo mostrado en las figuras E.1.4 o E.1.5 estando, como es
apropiado, ambos secos. Ensamblar los componentes aplicando una fuerza axial de
27,5 N para 5 seg. mientras es aplicada una torsión que no debe exceder un
torque de 0,1 N.m para originar una rotación que no exceda los 90º.
E.1.4.5.2 Dejar el ajuste ensamblado durante 48 hs. a (20 ± 5) ºC.
figura E.1.4: Referencia de ajuste
cónico hembra de acero.
figura E.1.5: Referencia de ajuste
cónico macho de acero.
Parte
2: Ajuste fijado.
E.2.1 Alcance y Campo de Aplicación
Esta
parte de la reglamentación especifica los requerimientos del ajuste cónico
fijado con un ahusamiento del 6 % (Luer), para usar con jeringas hipodérmicas.
La misma cubre ajustes cónicos fijado, hechos de materiales rígidos o
semirígidos e incluyen métodos de evaluación para la medición o calibrado y su
comportamiento. Excluye a materiales más flexibles o elastométricos.
E.2.2 Dimensiones y Tolerancias
E.2.2.2 Ajuste cónico
fijado del 6 % (Luer) macho y hembra
E.2.2.2.1 Materiales
Rígidos
Las
dimensiones de los ajustes cónicos fijado macho y hembra de materiales rígidos
están dados en la Tabla E.2.I, son referenciados y
mostradas en la figura E.2.1.
E.2.2.2.2 Materiales
Semirígidos
Para
componentes realizados de materiales semirígidos, por su naturaleza, no es
posible especificar las dimensiones del ajuste precisamente. Las dimensiones de
los componentes hechos de estos materiales pueden variar de los indicados en la
figura E.2.1 a E.2.4 y dados en la Tabla E.2.I. Sin embargo, las partes deben ajustar a los calibres
hechos para esas dimensiones y deben satisfacer los requerimientos
especificados, mientras que se ajusten a componentes rígidos hechos para esta
normativa.
figura E.2.1- Ajuste cónico fijado
macho del 6 % (Luer) con
cuello internamente roscado
permanentemente conectado
Nota:
Para las otras dimensiones ver figura E.2.1
figura E.2.2- Ajuste cónico macho
fijado del 6 % (Luer) con
cuello rotable internamente
roscado.
Nota:
Si se utiliza el ajuste cónico fijado hembra del 6 % (Luer) con saliente en un
plano con eje de ajuste, el saliente debe formar una parte de la rosca mostrada
en la figura E.2.4
figura E.2.3 - Ajuste cónico fijado
hembra del 6 % (Luer) con
saliente en un plano con eje de
ajuste con ángulo derecho.
Nota:
Para otras dimensiones, ver figura E.2.3
figura E.2.4 - Ajuste cónico fijado
hembra del 6 % (Luer) con
rosca externa.
Tabla E.2.I- Dimensiones del ajuste cónico fijado del 6 % (Luer).
|
Símbolo
|
Designación
|
Dimensiones
|
|
a
b
E
G
H
J
K
P
Q
S
T
V
W
X
2X
Y
Paso
|
Ángulo
de rosca o de superficie, soporte de la saliente en contra de la separación,
con el plano perpendicular al eje de ajuste fijado.
Ángulo
de rosca o superficie, no soporte de la saliente en contra de la separación,
con el plano perpendicular al eje de ajuste fijado.
Longitud
del ajuste fijado macho
Diámetro
externo del ajuste cónico fijado hembra en la base de la saliente o diámetro
interno de la rosca externa. Este diámetro no deben ser incrementado desde la
cara central para una distancia de 5,5 mm.
Diámetro
de la raíz de la rosca del ajuste fijado macho.
Diámetro
de la cima de la rosca del ajuste fijado macho.
Ancho
de la rosca en la raíz del ajuste fijado macho.
Proyección
del pico desde el cuello.
Ancho
de la rosca en la cima del ajuste fijado macho.
Ancho
de la cima de la saliente o ancho de la cima de la rosca del ajuste fijado
hembra con saliente o rosca externa.
Distancia
desde la extremidad del ajuste fijado macho a la parte inferior de la primer
rosca formada completamente, de la rosca interna.
Longitud
de la cuerda de la base de la saliente en un plano con eje de ajuste
solamente con ángulo derecho, medido sobre una cuerda de un circulo cuyo
diámetro es J min. (7,0 mm)
Longitud
de la cuerda de la extremidad de la saliente en un plano con eje de ajuste
solamente con ángulo derecho ( W no debe ser mayor que V).
Distancia
desde el eje del ajuste fijado hembra a la extremidad de la saliente.
Diámetro
externo a través de las salientes o rosca externa.
Ancho
de la base de la saliente (axial) o en la base de la rosca, del ajuste fijado
hembra siendo medido en un punto que corresponde a un diámetro externo igual
a G max. (6,73 max)
Paso
nominal de doble entrada, rosca mano derecha del ajuste fijado hembra - 5 mm de avance
|
25º 
25º min.
7,5 min.
6,73 max.
8 
7,2 
1 max.
2,1 min.
0,3 min.
0,3 min.
3,2 max.
3,5 max.
2,71 min.
7,83
1,2 max.
2,5
|
E.2.3. Requerimientos.
E.2.3.1 Calibre
Cuando
se evalúa con un apropiado calibre, la parte cónica del ajuste fijado debe
cumplir con la parte E.1.
E.2.3.2 Pérdida
E.2.3.2.1 Pérdida de
líquido
Cuando
el ajuste es evaluado acorde con E.2.4.2, no debe haber suficiente pérdida que
permita formar y desprenderse una gota.
E.2.3.2.2 Pérdida de
aire.
Cuando
el ajuste es evaluado acorde con E.2.4.3, no debe haber signos de formación
continua de burbujas de aire. Las burbujas formadas durante los primeros 5 seg.
no deben ser consideradas.
E.2.3.3 Fuerza de
separación
Cuando
el ajuste es evaluado acorde con E.2.4.4, éste debe permanecer unido al ajuste de
referencia.
E.2.3.4 Torque de
desenroscado
Cuando
el ajuste es evaluado acorde con E.2.4.5, éste debe permanecer unido al ajuste
de referencia.
E.2.3.5 Facilidad de
ensamble
Cuando
el ajuste bajo evaluación es montado sobre el ajuste de referencia apropiado
acorde con E.2.4.6, el siguiente criterio debe ser satisfecho, como es
apropiado:
a) ajuste rígido: no debe ser observada alguna
resistencia hasta que el ahusamiento del ajuste bajo evaluación y el ajuste de
referencia, encaje en forma segura.
b) ajuste semirígido: un ajuste satisfactorio debe
ser logrado, aplicando una fuerza axial que no exceda los 20 N mientras
aplicamos un torque que no exceda 0,08 N.m.
E.2.3.6 Resistencia a
la fatiga.
Cuando
el ajuste es evaluado acorde con E.2.4.7, el ajuste de referencia no debe
fatigar la roscas o salientes del ajuste bajo evaluación.
E.2.3.7 Esfuerzo de ruptura
Cuando
el ajuste es evaluado acorde con E.2.4.8, no debe haber evidencia de esfuerzo
de ruptura del ajuste.
Nota:
Los materiales utilizados para el ajuste deben ser resistente a esfuerzo de
rupturaa en medios ambiente semejantes a los encontrados durante su uso.
E.2.4 Métodos de evaluación.
E.2.4.1 Consideraciones
generales.
La
evaluación debe ser llevado a cabo usando el ajuste de referencia apropiada,
los que son mostrados en las figuras E.2.5 a E.2.8. Los ajustes
de referencia deben ser fabricados con materiales resistentes a la corrosión,
endurecidos, con una dureza de superficie Ra que no exceda los 0,8 µm sobre
superficie crítica.
Las
dimensiones de los componentes macho y hembra de este ajuste deben estar acorde
con lo especificado en la Parte E.1, figura E.1.4 y E.1.5.
E.2.4.2 Perdida de
líquido desde el ensamble del ajuste bajo presión.
E.2.4.2.1 Conectar el ajuste a ser evaluado al ajuste de
referencia, las dimensiones del cual están acorde con lo mostrado en la figura
E.2.5 o E.2.7, según sea apropiado. Ambos componentes deben estar
secos. Unir el ajuste aplicando una fuerza axial que no exceda 27,5 N mientras
se aplica un torque que no exceda 0,12 N.m.
E.2.4.2.2 Introducir agua en el ensamble y expeler el aire.
Asegurar que la parte externa del ajuste este seca.
E.2.4.2.3 Con el eje del ajuste fijado puesto horizontal, sellar la
salida de la unión y alcanzar un valor de presión interna de agua efectiva de
300 kPa y mantener la presión durante 30 seg.
E.2.4.3 Método de
evaluación para pérdida de aire en una unión ajuste cónico durante la
aspiración.
E.2.4.3.1 Ajuste macho
E.2.4.3.1.1 Conectar el ajuste cónico macho a un ajuste hembra tomado
como referencia, cuyas dimensiones deben ser acordes con lo mostrado en la figura
E.2.5. Ambos componentes deben estar secos. Unir el ajuste macho al
hembra de referencia con una fuerza axial de 27,5 N mientras se aplica un
torque que no exceda 0,12 N.m.
E.2.4.3.1.2 Conectar el ajuste hembra de referencia por medio de una
junta, a prueba de perdida de mínimo volumen, a una jeringa, habiendo pasado
previamente la evaluación de perdidas a través del pistón durante la
aspiración, de acuerdo con Anexo B y Anexo D.
E.2.4.3.1.3 Llenar la jeringa, a través ensamble, con un volumen de
agua recientemente hervida y enfriada, excediendo el 25 % de la capacidad
graduada de la jeringa. Evitar humedecer la parte externa del ensamble.
E.2.4.3.1.4 Expulsar el aire, exceptuando pequeñas burbujas
residuales de aire y ajustar el volumen de agua de la jeringa a el 25 % de la
capacidad graduada.
E.2.4.3.1.5 Ocluir el aparato más abajo de la unión con ajuste. Con
el pistón de la jeringa hacia abajo, quitar el émbolo hasta la capacidad
nominal y retener durante 15 seg.
E.2.4.3.2 Ajuste hembra
Siguiendo
el mismo proceso de evaluación especificado en E.2.4.3.1, pero usando una
jeringa con ajuste de acero macho de referencia acorde a lo indicado en la figura
E.2.7 acompañado con el ajuste hembra bajo evaluación.
E.2.4.4 Método de
evaluación para la fuerza de separación de ajuste ensamblado.
E.2.4.4.1 Conectar el ajuste a ser evaluado a un ajuste de
referencia, cuyas dimensiones deben ser acorde con lo mostrado en las figuras
E.2.6 o E.2.8 según sea apropiado; siguiendo con el mismo procedimiento
de ensamble como es especificado en E.2.4.2.1 para la evaluación de pérdida de
líquidos.
E.2.4.4.2 Aplicar una fuerza axial progresivamente sobre los 35 N
en la dirección hacia afuera según lo fijado en la evaluación. Aplicar la
fuerza a una velocidad de aproximadamente 10 N/seg. y mantener esta por no
menos de 10 seg. No aplicar fuerza en otra dirección o carga inercial.
E.2.4.5 Torque de
desenroscado del ajuste ensamblado
E.2.4.5.1 Seguir el mismo procedimiento de ensamble de lo
especificado en E.2.4.4.1.
E.2.4.5.2 Aplicar un torque de desenroscado no menor de 0,02 N.m al
ensamble y mantener por no menos de 10 seg. No aplicar fuerza en otra dirección
o carga inercial.
E.2.4.6 Facilidad de
ensamblado.
Armar
el ajuste a ser evaluado sobre el ajuste de referencia macho o hembra (ver figura
E.2.5 y E.2.7), según corresponda. Para ajustes rígidos, ensamblar los
ajustes en forma segura. Para ajustes semirígidos, aplicar una fuerza axial que
no exceda los 20 N con un torque que no exceda 0,08 N.m.
E.2.4.7 Resistencia a la
fatiga.
Siguiendo
el mismo procedimiento especificado en E.2.4.2.1 para la evaluación de pérdida
de líquidos, usando el ajuste de referencia apropiado mostrado en las figuras
E.2.6 o E.2.8; aplicando un torque no menor que 0,15 N.m a el ajuste
bajo evaluación y manteniendo constante durante 5 seg.
E.2.4.8 Método de
evaluación para esfuerzo de ruptura.
E.2.4.8.1 Conectar el ajuste cónico a ser evaluado a un ajuste
empleado como referencia, cuyas dimensiones están acorde con lo mostrado en las
figuras E.2.5 y E.2.7 estando, como es apropiado, ambos secos.
Ensamblar los componentes aplicando una fuerza axial de 27,5 N durante 5 seg.
mientras es aplicada un torque que no debe exceder de 0,12 N.m.
E.2.4.8.2 Dejar el ajuste ensamblado durante 48 hs. a (20 ± 5) ºC.
figura E.2.5 - Ajuste cónico hembra de referencia para evaluar ajuste
cónico macho fijado del 6 % (Luer) para pérdida, facilidad de ensamblado,
torque de desenroscado y esfuerzo de rotura (ver E.2.4.2, E.2.4.3, E.2.4.4,
E.2.4.5, E.2.4.6 y E.2.4.8).
Nota
- Todos los bordes externos (a menos que se especifique) de la saliente o rosca
deben tener un radio entre 0,15 mm y 0,2 mm.
figura E.2.6 - Ajuste cónico hembra de referencia para evaluar ajuste
cónico macho fijado del 6 % (Luer) para fuerza de separación y resistencia a la
fatiga (ver E.2.4.4 y E.2.4.7).
Nota
- Todos los bordes externos (a menos que se especifique) de la saliente o rosca
deben tener un radio entre 0,15 mm y 0,2 mm.
1)
Máxima distancia desde la extremidad del ajuste fijado macho a la parte
inferior de la primer rosca formada completa, de la rosca interna (ver T en
Tabla E.2.I).
figura E.2.7: Ajuste cónico macho de referencia para evaluar ajuste
fijado hembra con ahusamiento del 6% (Luer) para pérdida, facilidad de
ensamble, torque de desenroscado y esfuerzo de ruptura (ver E.2.4.2, E.2.4.3,
E.2.4.5, E.2.4.6 y E.2.4.8)
figura E.2.8: Ajuste cónico macho de referencia para evaluar ajuste
fijado hembra con ahusamiento del 6% (Luer) para fuerza de separación y
resistencia a la fatiga (ver E.2.4.4 y E.2.4.7).
Anexo
F
Ensayos
Biológicos.
Ensayos de Esterilidad, Toxicidad y Pirógenos
F.1 Requisitos
Cumplirá
con los requisitos de esterilidad, toxicidad y pirógenos establecidos en USP
XXIII, hasta ser sustituida por farmacopea armonizada MERCOSUR.
En
caso de tomar como referencia a la USP XXIII, se considerarán cuanto sigue:
a.
Con relación a los ensayos de esterilidad se considerará la evaluación de
esterilidad, en el ítem correspondiente a "Jeringas estéril vacías
o prellenadas".
b.
Respecto a los ensayos de toxicidad se considerará la evaluación de
toxicidad, en el ítem correspondiente a la "Evaluación de
Seguridad".
c.
Sobre los ensayos de pirógenos y endotoxinas bacterianas se considerarán los
métodos indicados en el ítem correspondiente a "Evaluación de
Pirógenos" y "Montaje para Transfusión e Infusión y para
Dispositivos Similares", respectivamente.
Anexo
G
Método
para la determinación de la cantidad de lubricante (silicona), para las
jeringas de tres piezas.
G.1 Ensayo
Se
aspira un volumen conocido de cloroformo con las jeringas a ensayar. Se lleva
el vástago hasta la posición máxima de la graduación. Se agita y se expele a un
recipiente de papel aluminio tarado. Se evapora el disolvente a sequedad. Se
pesa nuevamente el recipiente y por diferencia se halla la cantidad de
silicona.
G.2 Aparatos y reactivos
G.2.1 Cloroformo.
G.2.2 Recipiente de papel de aluminio (previamente secar, limpiar y tarar)
G.2.3 Evaporador eléctrico.
G.2.4 Balanza analítica.
G.3 Procedimiento
G.3.1 Se toma, como mínimo, tres jeringas ya lubricadas y se las
identifica.
G.3.2 Se identifica y pesa cada uno de los recipientes de papel aluminio.
Se registra su peso.
G.3.3 Se aspira cloroformo hasta la mitad de la capacidad nominal de cada
jeringa.
G.3.4 Se lleva el émbolo hasta la máxima posición que permita el
desplazamiento.
G.3.5 Se tapa el pico de la jeringa y se agita de 10 a 15 segundos.
G.3.6 Se expele el contenido de cada jeringa dentro de su respectivo
recipiente de papel de aluminio. Se evapora hasta que se elimina todo el
disolvente.
G.3.7 Se vuelve a pesar cada recipiente y se registran todas las pesadas.
G.4 Cálculo de los resultados
Se
determina la masa de silicona por diferencia entre la pesada de G.3.7 y G.3.2.
La cantidad de silicona no debe exceder los 0,25 mg/cm2 de la
superficie interna de la jeringa.