Resolución 2013-2012-SE
Apruébanse las “Normas para la Construcción, Ensayo, Acondicionamiento y
Destrucción de Microgarrafas, Garrafas y Cilindros para contener Gas Licuado de
Petróleo”.
Bs. As., 12/11/2012
VISTO el Expediente Nº S01:0009894/2009 del Registro del MINISTERIO DE
PLANIFICACION FEDERAL, INVERSION PUBLICA Y SERVICIOS y lo establecido por la Ley Nº 26.020, y
CONSIDERANDO:
Que la Ley Nº 26.020 estableció el Régimen Regulatorio de la Industria y Comercialización
de Gas Licuado de Petróleo (GLP).
Que el Inciso f) del Artículo 37 de la norma citada en el considerando anterior
establece que la Autoridad de Aplicación deberá dictar las normas básicas a las
cuales deberán ajustarse los fraccionadores en materia de procedimientos de
prueba, reparación, destrucción y reposición de envases para contener Gas
Licuado de Petróleo (GLP).
Que asimismo, el inciso f) del Artículo precedentemente citado establece que la
Autoridad de Aplicación deberá fijar la vida útil de dichos envases de modo de
garantizar el uso seguro de los mismos para el usuario consumidor.
Que atento a las características particulares de los envases sometidos a
presión, se hace necesario efectuar sobre ellos, desde su diseño y fabricación,
pasando por su acondicionamiento integral y/o reparación y hasta su
destrucción, controles técnicos periódicos de manera tal de garantizar las
condiciones de seguridad en cuanto a la utilización de los recipientes en
cuestión por parte de los usuarios que consumen Gas Licuado de Petróleo (GLP)
envasado.
Que consecuentemente, las normas que al efecto se dicten deben garantizar la
aptitud técnica de los envases para contener Gas Licuado de Petróleo (GLP) en
cada una de las etapas de la vida operativa de los mismos, determinando como
consecuencia de ello, el período de vida útil de dichos envases, estableciendo
las condiciones técnicas que deben constatarse para proceder a su destrucción.
Que la DIRECCION GENERAL DE ASUNTOS JURIDICOS, dependiente de la SUBSECRETARIA LEGAL del MINISTERIO DE PLANIFICACION FEDERAL, INVERSION PUBLICA Y SERVICIOS,
ha tomado la intervención de su competencia.
Que el presente acto se dicta en uso de las facultades emergentes del Inciso f)
del Artículo 37 de la Ley Nº 26.020.
Por ello,
EL SECRETARIO DE ENERGIA
RESUELVE:
Artículo 1° — Apruébanse las “NORMAS PARA LA CONSTRUCCION, ENSAYO,
ACONDICIONAMIENTO Y DESTRUCCION DE MICROGARRAFAS, GARRAFAS Y CILINDROS PARA
CONTENER GAS LICUADO DE PETROLEO (GLP)” que como ANEXO forma parte integrante
de la presente resolución.
Art. 2° — Las normas aprobadas mediante el artículo 1° de la presente
resolución serán de cumplimiento obligatorio conforme lo establecido en el
ANEXO en todo el territorio de la República Argentina.
Art. 3° — Comuníquese, publíquese, dése a la Dirección Nacional del Registro Oficial y archívese. — Daniel O. Cameron.
ANEXO
NORMAS PARA LA CONSTRUCCION, ENSAYO, ACONDICIONAMIENTO Y
DESTRUCCION DE MICROGRARRAFAS, GARRAFAS Y CILINDROS PARA CONTENER GAS LICUADO
DE PETROLEO (GLP).
Condiciones generales para el uso de los envases para contener Gas Licuado de
Petróleo (GLP):
Para el fraccionamiento y la comercialización de Gas Licuado de Petróleo (GLP)
las firmas fraccionadoras deberán utilizar exclusivamente microgarrafas,
garrafas o cilindros, ya sean de fabricación nacional o importados, aprobados y
habilitados por la SECRETARIA DE ENERGIA del MINISTERIO DE PLANIFICACION
FEDERAL, INVERSION PUBLICA Y SERVICIOS.
Los fabricantes e importadores de microgarrafas, garrafas y cilindros deberán
estar inscriptos en el REGISTRO NACIONAL DE LA INDUSTRIA DEL GAS LICUADO DE PETROLEO (RNIGLP) creado por la Resolución Nº 136 de fecha 14 de abril de 2003 de la SECRETARIA DE ENERGIA, entonces dependiente del ex MINISTERIO DE ECONOMIA, sus modificatorias
y/o complementarias.
Las válvulas a utilizar en microgarrafas, garrafas y cilindros deberán ser
además aprobadas por la SECRETARIA DE ENERGIA.
La fabricación y acondicionamiento integral de microgarrafas, garrafas y
cilindros deberán ser efectuadas por fabricantes y talleres, respectivamente
debidamente inscriptos en el REGISTRO NACIONAL DE LA INDUSTRIA DEL GAS LICUADO DE PETROLEO (RNIGLP) creado por la Resolución Nº 136 de fecha 14 de abril de 2003 de la SECRETARIA DE ENERGIA, entonces dependiente del ex MINISTERIO DE ECONOMIA, sus modificatorias
y/o complementarias.
Asimismo las microgarrafas, garrafas y cilindros, previo a su habilitación por
parte de la Autoridad de Aplicación, deberán contar con una certificación
emitida por los organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
Cada firma fraccionadora será responsable del cumplimiento de todas las
reglamentaciones y normas de seguridad respecto de las microgarrafas, garrafas
y cilindros que se encuentren bajo su responsabilidad, individualizados con su
marca y/o leyenda conforme lo establecido por la normativa vigente.
Asimismo las mencionadas reglamentaciones y normas de seguridad deberán ser cumplidas
por los fabricantes y talleres debidamente inscriptos en el REGISTRO NACIONAL
DE LA INDUSTRIA DEL GAS LICUADO DE PETROLEO (RNIGLP).
Queda expresamente establecido que la totalidad de las firmas fraccionadoras
están obligadas a cumplimentar lo previsto en el presente Anexo con respecto al
acondicionamiento integral y reparación de microgarrafas, garrafas y cilindros
identificadas con sus marcas y/o leyendas.
Las firmas fraccionadoras, conjuntamente con los talleres y los organismos
certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, llevarán un registro en el que se
asiente la fabricación, acondicionamiento integral y destrucción de los
envases.
Asimismo, las firmas fraccionadoras, juntamente con los talleres y los
organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, deberán contar con los certificados
correspondientes a la fabricación, acondicionamiento integral y destrucción
anteriormente aludidas, los que deberán contener los siguientes datos: año de
fabricación, Nº de envase, marca y/o leyenda sobrerrelieve o placa, fecha de
acondicionamiento y datos del taller que efectuó el acondicionamiento o
destrucción.
A - CONSTRUCCION Y ENSAYO DE MICROGARRAFAS, GARRAFAS Y CILINDROS PARA CONTENER
GAS LICUADO DE PETROLEO (GLP).
TITULO 1
MICROGARRAFAS, GARRAFAS Y CILINDROS DESTINADOS A CONTENER HASTA TREINTA
KILOGRAMOS (30 KG.) DE GASES LICUADOS DE PETROLEO (GLP)
1- Antecedentes
Norma ex Empresa Gas del Estado -SOCIEDAD DEL ESTADO “Norma para la
construcción y ensayo de microgarrafas, garrafas y cilindros para GLP”- 1968.
2- Alcance
Las especificaciones de esta norma comprenden las microgarrafas, garrafas y
cilindros destinados a contener hasta TREINTA KILOGRAMOS (30 Kg.) de Gases Licuados de Petróleo (GLP).
Para el proyecto de fabricación de dichos envases se adoptará como presión de
trabajo DIECISIETE KILOGRAMOS POR CENTIMETRO CUADRADO (17 kg/cm2).
3- Definiciones
Las denominaciones de microgarrafas, garrafas y cilindros corresponden a los
envases destinados a contener Gases Licuados de Petróleo en cantidades no
superiores a CINCO (5); hasta QUINCE (15) y hasta CUARENTA Y CINCO (45)
kilogramos respectivamente.
4- Requisitos Generales
4.1- Toda microgarrafa, garrafa y cilindro deberá contar con la aprobación y
posterior habilitación de la SECRETARIA DE ENERGIA del MINISTERIO DE PLANIFICACION FEDERAL, INVERSION PUBLICA Y SERVICIOS o quien ésta designe. Sin esos
requisitos cumplidos no se procederá a su carga en las Plantas de
Fraccionamiento.
5- Capacidad Nominal - Relación de llenado
5.1- Capacidad nominal es la cantidad máxima de producto, expresada en
KILOGRAMOS (Kg.) con que la microgarrafa, garrafa o cilindro puede ser llenado.
5.2- El volumen interno de las microgarrafas, garrafas y cilindros será tal que
a la temperatura de QUINCE MAS MENOS CERO COMA CINCO GRADOS CENTIGRADOS (15 °C +/- 0,5 °C) la carga liquida deje libre una parte del mismo (cámara de vapor) cuya magnitud
relativa se determinará por la relación de llenado.
5.3- Se define como relación de llenado al cociente entre la capacidad nominal
del recipiente y la carga de agua, en KILOGRAMOS (Kg.) que lo llena totalmente.
La relación de llenado no será superior a CERO COMA CUATRO MIL CIENTO SESENTA Y
SIETE DIEZ MILESIMOS (0,4167) cualquiera sean los hidrocarburos contenidos.
6- Partes Constitutivas
Se distinguen en una microgarrafa, garrafa o cilindro, las siguientes partes:
a) Cuerpo,
b) Medio de apoyo (aro base),
c) Protector de válvulas de maniobra,
d) Brida,
e) Válvula.
Podrá prescindirse del elemento c) en las microgarrafas.
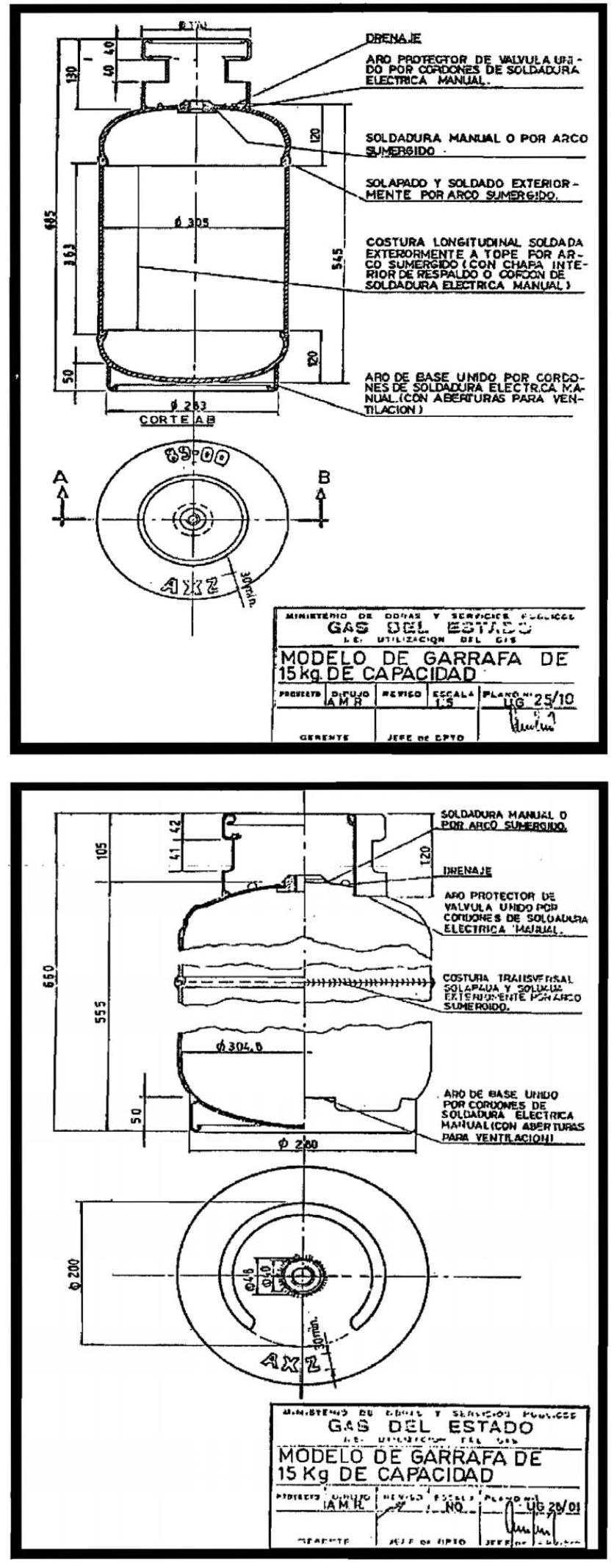
7- Forma - Dimensiones - Estabilidad
7.1- Cuerpo: La forma del cuerpo de las microgarrafas, garrafas y cilindros
corresponderá a la de un sólido de revolución, de superficie exterior convexa
en toda su extensión. La generatriz de dicha superficie será una curva con
tangente única en cada uno de sus puntos. Todo apartamiento de la regla
anterior deberá ser justificado con la presentación del prototipo respectivo
acompañado de los cálculos teóricos, verificaciones experimentales, memoria
técnica, firmados por el representante técnico del fabricante, y certificado
emitido por los organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
7.2- Las proporciones del recipiente se elegirán tendiendo a lograr
simultáneamente estabilidad y cómodo manipuleo.
7.3- Toda microgarrafa, garrafa y cilindro estará provisto de un medio de apoyo
que asegure su estabilidad en la posición normal de trabajo. Se entiende que la
posición normal de trabajo es el eje de simetría del recipiente que se mantiene
vertical. En consecuencia, el medio de apoyo estará constituido por un arco
continuo, cuyas características se especifican en el punto 9.3 del presente
Título.
7.4- Se considera estable una microgarrafa, garrafa o cilindro cuando a partir
de su posición normal de trabajo y sin que se produzca su volcamiento, se
permite una inclinación de DOCE GRADOS (12°) respecto de dicha posición.
7.5- Para los envases de DOS (2), TRES (3), DIEZ (10), QUINCE (15) y TREINTA
(30) kilogramos de capacidad se sugieren las dimensiones que se indican en los
planos respectivos (ver Adjunto 2 del presente Título).

Otras dimensiones no previstas en los planos arriba señalados, deberán ser
aprobados por esta Autoridad de Aplicación, para ello se presentará la información
técnica (planimetría y memoria técnica y prototipos para prueba), rubricada por
el representante técnico del fabricante, a través de uno de los organismos
certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
Todos los modelos de envases, previo a su fabricación en lotes, deberán tener
su prototipo aprobado por la SECRETARIA DE ENERGIA.
8- Materiales y Características
8.1- Cuerpo
Será de chapa de acero SIEMENS MARTIN o de horno eléctrico, apta para ser
embutida en frío.
8.1.1- Proceso de fabricación - calidad
La chapa utilizada procederá de laminados en caliente, presentando superficie
lisa y libre de defectos tales como foliados, grietas, socavaduras, falta de
uniformidad, inclusiones de escoria, óxidos, etc.
8.1.2- Soldabilidad
Será especialmente apta para ser soldada por fusión mediante arco eléctrico.
8.1.3- Características de la chapa
8.1.3.1- Composición química
|
Carbono
|
máximo 0,20%
|
|
Manganeso
|
máximo 0,80%
|
|
Azufre
|
máximo 0,050%
|
|
Fósforo
|
máximo 0,040%
|
|
Azufre + Fósforo
|
máximo 0,080%
|
|
Silicio
|
máximo 0,20%
|
|
Cobre
|
máximo 0,25%
|
Eventualmente, se admitirá la utilización de chapa de acero especial que
asegure su perfecta soldabilidad.
8.1.3.2- Plegado
La verificación de las características del ensayo de plegado se realizará según
lo establecido en la Norma IRAM 506.
Las chapas deberán resistir un ángulo de plegado de CIENTO OCHENTA GRADOS
(180°) sin presentar fisuras o grietas en la cara exterior de la zona de
plegado.
8.1.4- Espesor de la pared
El espesor elegido se verificará con la fórmula siguiente:

8.2- BRIDA
Será construida por forjado o maquinado de piezas trefiladas o laminadas,
utilizando acero de similares características mecánicas y químicas que las
prescriptas para la chapa del cuerpo. Las dimensiones de la brida dependerán de
la capacidad nominal del recipiente, según se indica en plano UG Nº 25/12.
Otros modelos de brida u otras roscas, deberán ser estudiadas en cada caso
particular, para lograr su aprobación por la SECRETARIA DE ENERGIA.
8.3- Aro Base y Protector de la válvula de maniobra:
8.3.1- Se utilizará acero calidad comercial, con un espesor mínimo de DOS COMA
SEIS MILIMETROS (2,6 mm) para cilindros, DOS MILIMETROS (2 mm) para garrafas, UNO COMA CINCO MILIMETROS (1,5 mm) para microgarrafas de diámetro exterior mayor
o igual a CIENTO QUINCE MILIMETROS (115 mm) y de UN MILIMETRO (1 mm) para microgarrafas de diámetro exterior menor a CIENTO QUINCE MILIMETROS (115 mm), apto para ser soldado eléctricamente.
9- Partes constitutivas - construcción
9.1- Cuerpo
El cuerpo estará constituido por DOS (2) casquetes, soldados directamente entre
sí o una virola intermedia. Las uniones serán del tipo solapado o bien a tope
utilizando un arco o fleje de respaldo que asegure la perfecta penetración de
la soldadura.
En la soldadura longitudinal de las virolas podrá prescindirse del fleje de
respaldo si se reemplaza éste con un cordón de soldadura interno.
A los efectos que correspondan, las diversas soldaduras de las microgarrafas,
garrafas y cilindros, se clasifican de la siguiente manera:
I. Soldaduras principales: son las que unen entre sí elementos estructurales
sometidos a la presión directa del gas contenido en los recipientes.
II. Soldaduras secundarias: las restantes.
En caso de adoptarse otro método o variante en las soldaduras, deberá
estudiarse previamente en cada caso particular para lograr la aprobación de la
SECRETARIA DE ENERGIA.
9.1.1- Casquetes
Los casquetes serán de UNA (1) sola pieza y se obtendrán por embutido de chapa
utilizando un procedimiento adecuado que no altere desfavorablemente sus
propiedades mecánicas.
En caso necesario se procederá al recocido previo de la chapa. El proceso de embutido no producirá en ningún punto un adelgazamiento de la chapa
superior al DIEZ POR CIENTO (10%) de su espesor original.
En la impresión de letras y números en relieve se evitarán los cambios bruscos
de dirección de la chapa (cantos vivos y el adelgazamiento de ésta en más del
DIEZ POR CIENTO (10%) del espesor original.
El casquete superior de las microgarrafas, garrafas o cilindros llevará en su
punto más alto una brida con rosca, construida según se indica en el punto 8.2
del presente Título, que permita la conexión de la válvula de maniobra. La
brida se soldará al cuerpo siguiendo los procedimientos indicados en el punto
10 del presente Título.
9.2- Protector de la válvula
El protector de la válvula de maniobra estará constituido por un segmento
cilíndrico de chapa de altura suficiente para protegerla, provisto de las
aberturas necesarias para permitir la conexión de accesorios a la salida de la
válvula de maniobra y el accionamiento de las herramientas necesarias para el
acople y desacople de esta última. Además, presentará una o más aberturas (u
otro medio equivalente), que permita asir cómodamente el recipiente sin riesgos
de cortaduras u otros daños. La zona llena del protector se unirá al cuerpo por
soldadura según los métodos indicados en el punto 10 del presente Título. La
misma constará de TRES (3) o más puntadas iguales de no menos de VEINTICINCO
MILIMETROS (25 mm) de largo cada una y su desarrollo total no será inferior al
QUINCE POR CIENTO (15%) de la circunferencia de diámetro igual al del
protector.
9.3- Aro Base
El aro base tendrá la altura necesaria para que el punto más bajo del cuerpo de
los envases no diste del piso de apoyo menos de OCHO MILIMETROS (8 mm) en microgarrafas ni menos de DIEZ MILIMETROS (10 mm) en garrafas y cilindros.
El diámetro exterior del aro base no será menor del OCHENTA POR CIENTO (80%)
del diámetro exterior del recipiente, siempre que no fuere necesario uno mayor
para cumplir con las condiciones de estabilidad.
El aro base estará provisto de CUATRO (4) aberturas cada NOVENTA GRADOS (90°),
que aseguren la ventilación del fondo del recipiente.
El aro base se unirá al cuerpo del recipiente por soldaduras utilizando los
métodos aprobados en el punto 10 siguiente.
La unión del aro base se efectuará mediante un cordón de soldadura continua, en
su parte cilíndrica.
10- Soldadura - Métodos - Acabado
10.1- Las soldaduras principales y las reparaciones indicadas en el punto
12.2.2 se efectuarán mediante procedimientos automáticos (arco sumergido) u
otros métodos y/o materiales, aptos previamente certificados por un organismo
certificante debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
10.2- La soldadura de la brida podrá realizarse indistintamente por los métodos
indicados en el punto 10.1 del presente Título o mediante procedimientos
manuales.
10.3- El protector de válvulas, el aro base y las reparaciones indicadas en el
punto 12.2.1 del presente Título, deberán ser soldadas mediante procedimientos
manuales.
10.4- Las soldaduras presentarán superficies lisas y de aspecto uniforme,
penetración total y buena fusión de los bordes, debiendo estar exentas de
escorias, poros, socavaduras y otras deficiencias. Las propiedades físicas de
la junta soldada, luego de haber sido sometida al tratamiento térmico, en
ningún caso serán inferiores a las del material base que constituye la chapa.
10.5- La idoneidad de los operarios soldadores, su calificación y las
características de los exámenes a ejecutar, se realizarán de acuerdo a lo
establecido en el Adjunto 1 de la presente Norma.
11- Tratamiento Térmico
Una vez terminada la construcción y antes de la prueba hidráulica, las
microgarrafas, garrafas y cilindros serán sometidos a un tratamiento térmico,
que asegure la eliminación de los esfuerzos residuales en el material.
El tratamiento térmico consistirá en elevar la temperatura en forma gradual, y
uniforme hasta un mínimo de QUINIENTOS OCHENTA GRADOS CENTIGRADOS (580 °C) y un máximo de SEISCIENTOS CINCUENTA GRADOS CENTIGRADOS (650 °C), la cual se mantendrá durante un mínimo de VEINTE (20) minutos. Luego se enfriará hasta
TRESCIENTOS GRADOS CENTIGRADOS (300 °C) en no menos de DIEZ (10) minutos en el
horno y finalmente hasta la temperatura ambiente al abrigo de corrientes de
aire.
El tratamiento térmico dependerá también del modelo del envase, de la calidad
del material, del espesor del mismo, etc., quedando a criterio del fabricante
la elección de la temperatura (entre QUINIENTOS OCHENTA (580 °C) y SEISCIENTOS CINCUENTA (650 °C) grados centígrados) y el tiempo de recocido (mínimo VEINTE
(20) minutos), que permita obtener óptimo resultado, con el tipo de chapa
empleada.
Se considerará satisfactorio el tratamiento térmico cuando el envase recocido
cumpla con lo especificado en los puntos 12.4 y 12.5 del presente Título.
12- Ensayos
12.1- Inspección visual
Observados a simple vista los envases no deberán presentar deformaciones
salientes, aplastamientos, abolladuras, asimetrías en la unión de los
casquetes, ondulaciones por embutidos defectuosos o averías que no se ajusten a
la presente norma, conforme surge del Título III.
El conjunto debe revelar buena artesanía y esmerada terminación.
12.2- Prueba hidráulica de hermeticidad
Todas las microgarrafas, garrafas y cilindros serán sometidos a una presión
hidráulica de TREINTA Y CUATRO KILOGRAMOS POR CENTIMETROS CUADRADO (34 kg/cm2).
La prueba tendrá por lo menos SESENTA SEGUNDOS (60 seg.) de duración y para
considerar satisfactoria la misma, no se debe evidenciar ningún tipo de
pérdidas en el envase.
12.2.1- Si durante la prueba apareciesen pérdidas, se admitirá su reparación,
de acuerdo a lo establecido en el punto 13 del presente Título, si la
deficiencia manifestada se halla incluida en los siguientes casos:
a) UNO (1) poro, en cualquier de las soldaduras principales,
b) UNA (1) fisura longitudinal de menos de QUINCE MILIMETROS (15 mm) de longitud, en cualquiera de las soldaduras principales,
c) UNA (1) zona porosa de menos de QUINCE MILIMETROS (15 mm) de longitud en cualquiera de las soldaduras principales.
12.2.2- Se deberá remover con escoplo mecánico u otro elemento conveniente para
esa tarea toda la soldadura principal afectada, poniendo especial cuidado en no
dañar la chapa, para ejecutar con posterioridad un nuevo cordón de soldadura,
si la deficiencia observada se halla incluida en los siguientes casos:
a) UNA (1) fisura longitudinal de más de QUINCE MILIMETROS (15 mm) de longitud en cualquiera de las soldaduras principales,
b) Más de UNA (1) fisura en soldadura principal, cualquiera sea su longitud,
c) UNA (1) zona porosa de más de QUINCE MILIMETROS (15 mm) de longitud, en cualquier soldadura principal,
d) DOS (2) zonas porosas cualquiera sea la longitud individual y las distancias
intermedias,
e) Todo poro que no pueda ser agrupado con otros en una zona porosa de QUINCE
MILIMETROS (15 mm) o menos de longitud, será considerada también como zona
porosa,
f) UNA (1) fisura y UNA (1) zona porosa en cualquier soldadura principal.
12.2.3- Será inutilizado todo recipiente que durante el ensayo, presente alguna
de las siguientes deficiencias:
a) Poro o fisura en chapa,
b) Toda fisura transversal en soldadura principal que pueda afectar a la chapa.
12.2.4- A todos los envases reparados según los puntos 12.2.1 y 12.2.2 del
presente Título, se les repetirá el ensayo de hermeticidad, y en caso de
evidenciarse nuevas deficiencias, sin importar cual fuere su naturaleza, se
seguirá el criterio del punto 12.2.2 del presente Título.
12.3- Elasticidad - Prueba hidráulica de expansión volumétrica
De cada DOSCIENTAS (200) microgarrafas, garrafas y cilindros fabricados en
forma sucesiva, se extraerá UNA (1) aplicándole lentamente una presión
hidráulica de TREINTA Y CUATRO KILOGRAMOS POR CENTIMETRO CUADRADO (34 kg/cm2)
para determinar su elasticidad, midiendo la expansión volumétrica permanente.
Se utilizarán al efecto dispositivos de medición que permitan apreciar pequeñas
variaciones de volumen.
Después de ser mantenida esta presión durante no menos de TREINTA SEGUNDOS (30
seg.), se hace volver a CERO (0) y se mide la expansión volumétrica residual
permanente, la cual no deberá ser mayor al DIEZ POR CIENTO (10%) del valor
alcanzado bajo presión.
Si este requisito no se cumple, las microgarrafas, garrafas o cilindros serán
rechazados, debiendo ser ensayados individualmente todos los restantes
recipientes del lote para su aceptación o rechazo individual.
12.4- Prueba hidráulica de rotura por presión progresiva
De cada lote de doscientas (200) microgarrafas, garrafas o cilindros que hayan
cumplido satisfactoriamente el ensayo, según el punto 12.2 del presente Título,
se extraerá UNO (1) para ser llevado a la rotura bajo presión hidráulica interna.
Esta presión será elevada en forma continua hasta los OCHENTA Y CINCO
KILOGRAMOS POR CENTIMETRO CUADRADO (85 kg/cm2), sin que se registren pérdidas
de ninguna naturaleza.
Si el resultado fuese negativo se distinguen los siguientes casos:
a) Fisura transversal al eje del envase en chapa:
Se rechazará la totalidad del lote.
b) Fisura longitudinal al eje del envase en chapa:
Se tomarán TRES (3) envases del lote, seleccionados en forma discontinua, los
cuales deberán cumplir todos satisfactoriamente el ensayo de presión
hidráulica. Caso contrario se rechazará la totalidad del lote.
c) Fisura en cordón de soldadura principal:
Se tomarán TRES (3) envases del lote, seleccionados en forma discontinua. Si
DOS (2) envases no superasen la prueba se rechazará el lote en su totalidad. Si
UNO (1) solo de los recipientes no llegase a la presión de rotura se volverá a
repetir al ensayo con otros TRES (3) envases del lote los cuales deberán
superar la prueba. Caso contrario se rechazará la totalidad del lote.
d) Poro en cordón de soldadura principal a presiones inferiores a SESENTA
KILOGRAMOS POR CENTIMETRO CUADRADO (60 kg/cm2):
Se tomarán TRES (3) envases del lote, seleccionados en forma discontinua. Si
DOS (2) envases no superasen la prueba se rechazará el lote en su totalidad. Si
uno (1) solo de los recipientes no llegase a la presión de rotura se volverá a
repetir el ensayo con otros TRES (3) envases del lote los cuales deberán
superar la prueba. Caso contrario se rechazará la totalidad del lote.
e) Poro en cordón de soldadura principal a presiones superiores a SESENTA
KILOGRAMOS POR CENTIMETRO CUADRADO (60 kg/cm2):
De observase pérdidas por un poro, se permitirá su reparación y se repetirá el
ensayo.
De no alcanzar la presión de prueba de OCHENTA Y CINCO KILOGRAMOS POR
CENTIMETRO CUADRADO (85 kg/cm2), se seguirá el criterio del caso c),
considerando negativo todo ensayo que no alcance la presión de prueba.
f) Pérdida en el cordón de soldadura secundaria:
Se tomarán TRES (3) envases del lote, seleccionados en forma discontinua. Si
los envases no superasen la prueba se rechazará el lote en su totalidad. Si UNO
(1) solo de los recipientes no llegase a la presión de rotura se volverá a
repetir el ensayo con otros TRES (3) envases del lote, los cuales deberán superar
la prueba. Caso contrario se rechazará la totalidad del lote.
El encuadramiento dentro de los distintos casos, se basa en los resultados del
primer envase ensayado.
Si al proseguir los ensayos en los casos c), d), e) y f) aparecieran fisuras en
chapa a presiones inferiores a la de la prueba, se seguirá el criterio de los
casos a) y b), según corresponda.
Los envases rechazados deberán ser inutilizados en presencia de personal de uno
de los organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
Para las reparaciones de envases para reprueba, cada caso será objeto de un
estudio y procedimiento particular, así como las medidas de inspección y
control que se aplican a la reprueba o en su defecto rechazo y baja del lote.
12.5- Deformación volumétrica
Durante el ensayo descrito en el punto 12.4 del presente Título y a una presión
de OCHENTA Y CINCO KILOGRAMOS POR CENTIMETRO CUADRADO (85 kg/cm2), se medirá la
deformación volumétrica plástica permanente de las garrafas y cilindros. Para
tal efecto, al llegar a la presión mencionada, se debe suspender el ensayo,
llevar la presión a CERO (0) y medir la deformación producida, la que deberá
superar el DIEZ POR CIENTO (10%) con respecto al volumen inicial del envase.
De obtenerse resultado negativo se seguirá el criterio adoptado en el punto
12.4 -caso c) del presente Título.
12.6- Prueba Neumática
Todas las microgarrafas, garrafas y cilindros que hayan cumplido
satisfactoriamente las pruebas anteriores, serán sometidas, una vez colocadas
las válvulas, a presión neumática de SIETE KILOGRAMOS POR CENTIMETRO CUADRADO
(7 kg/cm2).
Las soldaduras, la válvula y la unión al recipiente, serán controladas con
solución jabonosa o mediante inmersión en una batea con agua. Si las soldaduras
evidenciasen pérdidas, serán reparadas de acuerdo con lo especificado en el
punto 10 del presente Título.
12.7- Ensayo de Soldadura
12.7.1- Los organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, extraerán por cada tipo de chapa
utilizada DOS (2) probetas de soldaduras para el ensayo de tracción y DOS (2)
para el ensayo de plegado de envases terminados.
12.7.2- Las dimensiones de las probetas se ajustarán a lo establecido en la Norma IRAM 609. El valor de la resistencia a la tracción de las probetas de soldadura no será
inferior al valor de la resistencia a la tracción de la chapa.
Las probetas sometidas al ensayo de plegado deberán cumplir con los
requerimientos de la Norma IRAM 609. En todos los casos no deberán presentar
rajaduras o grietas que excedan de DOS MILIMETROS (2 mm).
13- Reparación de soldaduras en microgarrafas, garrafas y cilindros
Las mismas se efectuarán de acuerdo con lo establecido en el punto 6.2 de la
Norma de Reparación e Inutilización de microgarrafas, garrafas y cilindros de
hasta TREINTA KILOGRAMOS (30 Kg.) de capacidad para contener Gas Licuado de
Petróleo (GLP).
13.1- Se deja establecida la prohibición de realizar todo tipo de reparación de
la chapa del cuerpo del envase.
14- Pintado de las microgarrafas, garrafas y cilindros
Las microgarrafas, garrafas y cilindros deberán salir de fábrica
convenientemente pintados a fin de protegerlos contra la corrosión de los
agentes atmosféricos y con el color asignado por la SECRETARIA DE ENERGIA a cada Empresa Fraccionadora.
La capa exterior de pintura presentará suficiente resistencia al roce.
Fundamentalmente el proceso de pintado comprenderá las siguientes etapas:
14.1- Limpieza de preparación de la superficie
La preparación de la superficie comenzará con la limpieza a fondo de la misma
en forma tal que quede librada completamente de manchas de grasa, escamas de
laminación, herrumbres, restos carbonosos, virutas de mecanizado, polvo y todo
otro residuo o película que pueda medir la correcta fijación de la pintura al
metal.
Concluida la preparación de la superficie, cualquiera sea el procedimiento
utilizado, el fabricante preparará cuatro probetas con trozos de la chapa
limpia de no menos de CIENTO CINCUENTA CENTIMETROS CUADRADOS (150 cm2) de
superficie cada una, auditado por uno de los organismos certificantes
debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, que apruebe el grado de limpieza que presentan las probetas. Luego éstas se
recubrirán con un barniz transparente que asegure la inalterabilidad de la superficie. Dos de las probetas quedarán en poder del sujeto habilitado actuante, conforme
las Resoluciones precedentemente mencionadas, mientras que las dos restantes
permanecerán en la fábrica en calidad de testigos a disposición de la
inspección, que podrá requerir su exhibición a efectos de confrontarlas con las
superficies de los recipientes en curso de fabricación. El grado de preparación
de la superficie de dichos recipientes no podrá ser nunca inferior al de las
probetas conservadas como testigo.
14.2- Rugosidad Superficial
La chapa limpia será tratada convenientemente para asegurar una rugosidad tal,
que posibilite una perfecta adherencia en la aplicación posterior de la
película de fondo anticorrosivo.
Cuando se efectúe un tratamiento superficial de naturaleza física se deberá
aplicar la mano de pintura de fondo anticorrosivo, a continuación del mismo y
sin que medie ningún intervalo.
Cuando se utilicen procedimientos químicos (fosfatizado), éste puede ser
discontinuo.
Cualquiera de los métodos a seguir (procedimiento y los productos a utilizar),
deberán estar auditados y certificados por uno de los organismos certificantes
debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
14.3- Fondo Anticorrosivo
Terminada la operación de limpieza y cuando la superficie se encuentre
totalmente seca, se aplicará una mano de pintura anticorrosiva a base de
cromato de zinc, cuyas propiedades serán constatadas mediante los ensayos
generales según la Norma IRAM 1182 y las de resistencia a la intemperie, según
Norma IRAM 1023. La película seca tendrá un espesor mínimo de CERO COMA CERO
TREINTA MILIMETROS (0,030 mm).
14.4- Terminación
La pintura de terminación será de acabado liso y se aplicará teniendo en cuenta
el color asignado al fraccionador responsable de los envases.
En la memoria descriptiva el legajo técnico de la fabricación de microgarrafas,
garrafas y cilindros deberá indicarse en forma detallada el proceso de pintado,
métodos y materiales con mención del tipo, las etapas y marca comercial de
éstos, documentación técnica, etc. auditados por uno de los organismos
certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
El espesor de las dos capas de pintura (anticorrosiva y terminación) será como
mínimo de CERO COMA CERO CUARENTA Y CINCO MILIMETROS (0,045 mm).
15- Válvulas de maniobra
15.1- Tipos de válvulas a utilizar
Podrán utilizarse únicamente modelos aprobados por la SECRETARIA DE ENERGIA según corresponda, las utilizadas en cilindros estarán provistas de
válvula de seguridad por alivio.
16- Colocación de las válvulas
16.1- La colocación de las válvulas se efectuará utilizando herramientas
adecuadas que no las dañen ni afecten su buen funcionamiento.
16.2- Para asegurar la estanquidad de la rosca se utilizarán pastas sellantes
aptas para su uso en Gas Licuado de Petróleo (GLP) y que no fragüen. De
utilizarse pasta gris, la misma deberá cumplir con la normativa vigente.
17- Marcado
17.1- Aro protector de válvula
a) Cara externa: Con letras de no menos de ocho milímetros (8 mm) de altura, se indicará:
I. Nombre o marca del fabricante,
II. Industria Argentina,
III. Matrícula de aprobación,
IV. Presión de trabajo: 17 Kg/cm2,
V. Presión de prueba; 34 Kg/cm2,
VI. Volumen (en litros),
VII. Tara (incluida la válvula de maniobra) ... Kg. (optativo),
VIII. Capacidad normal (en Kg. de propano)... Kg. (optativo),
IX. Fecha de fabricación (mes y año),
X. Número de Fabricación.
b) Cara Interna:
I. Capacidad nominal (en Kg. de propano) ... Kg.
II. Tara (incluida la válvula, de maniobra) ... Kg.
En caso de no contar el envase con aro protector de válvula, los datos
anteriores se consignarán en el aro base para el caso de microgarrafas o en el
casquete superior en cilindros de CUARENTA Y CINCO (45 Kg.) KILOGRAMOS de capacidad sin protector fijo.
17.2- Cuerpo
En el casquete superior de las garrafas y de los cilindros deberán indicarse obligatoriamente
con letras en relieve de no menos de TREINTA MILIMETROS (30 mm) de altura, los siguientes datos:
I. Leyenda propia de la firma fraccionadora,
II. Matrícula del fabricante,
III. Año de Fabricación (las dos últimas cifras).
En las microgarrafas será de carácter optativo el cumplimiento de la indicación
anterior.
18- Tara
Se denomina tara al peso propio de las microgarrafas, garrafas y cilindros
vacíos con la válvula de maniobra colocada. La tara será determinada con un
error no superior a MAS - MENOS UNO POR CIENTO (+/- 1%) de la capacidad nominal
del recipiente.
En las garrafas y cilindros la tara indicada se redondeará a los CIEN GRAMOS
(100 gr.), cuando la fracción pase de CINCUENTA GRAMOS (50 gr.) se adoptará la
centena superior y cuando sea de CINCUENTA GRAMOS (50 gr.) o menos, se adoptará
la centena inferior.
Las indicaciones de tara y capacidad nominal deberán ser grabadas en la cara
interna del aro protector de válvula, en la zona diametralmente opuesta al vano
previsto para el pasaje de los accesorios que van conectados a la salida de la
válvula.
Además del grabado citado podrá optarse por marcar dichas inscripciones en la
cara externa del protector.
En las microgarrafas, la tara indicada se redondeará a los VEINTE GRAMOS (20 gr.),
cuando la fracción pase de DIEZ GRAMOS (10 gr.) se adoptará la decena superior
y cuando sea de DIEZ GRAMOS (10 gr.) o menos, se adoptará la decena inferior.
19- Control de calidad de los materiales por parte del fabricante
a) El fabricante deberá contar con los procedimientos, materiales necesarios y
certificados de calidad de origen de los mismos, para garantizar el
cumplimiento de todos los puntos de la presente norma, durante todo el proceso
de adquisición del material, la fabricación, terminación y entrega de los
envases, como así también deberá efectuar el control de funcionamiento y
calibración de los instrumentos de medición.
b) Los ensayos indicados en esta norma serán ejecutados por el fabricante quién
dejará constancia de ello en un libro foliado que permanentemente se hallará a
disposición de la Autoridad de Aplicación o quien ésta designe.
c) Los envases ensayados y aquellos a los cuales se les han extraído probetas
de soldadura, auditados por uno de los organismos certificantes debidamente
inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, deberán
ser retenidos en fábrica.
d) La documental de los materiales empleados, cantidad de envases por firma,
ensayos, certificaciones y demás información aclaratoria rubricada por el
representante técnico del fabricante, deberán estar a disposición de la
Autoridad de Aplicación o de quien ésta designe.
20- Aptitud técnica y de seguridad
20.1- El establecimiento, los medios tecnológicos y procedimientos operativos
del fabricante de microgarrafas, garrafas y cilindros deben ser certificados
por uno de los organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
20.2- Habilitación de envases: Los envases deben ser certificados por alguno de
los organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
Las inspecciones se realizarán a solicitud de las firmas y consistirán en la
verificación del cumplimiento de los correspondientes requisitos técnicos para
su fabricación.
20.3- Inspecciones de rutina: Las mismas se realizarán sin un plan de visita
previo y consistirán en la verificación del cumplimiento de la presente norma.
Serán efectuadas por la SECRETARIA DE ENERGIA o quien ésta designe con la presencia del representante técnico o autorizado de la firma fabricante, sin que
ello limite la facultad de la SECRETARIA DE ENERGIA o quien ésta designe, de inspeccionar en cualquier momento y a su solo criterio cualquier otro tipo de trabajos.
21- Instrumental de medición y equipos de ensayo
21.1- El equipamiento para ensayos así como el instrumental de medición deben
ser aptos para la tarea a realizar, deberán contar en el establecimiento con
las medidas patrón para controlar su eficiencia. La certificación periódica
realizada por uno de los organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, incluirá los equipos de ensayos que se
detallan en el punto siguiente.
21.1.1- Equipo de pruebas hidráulicas - aspectos generales
El mismo constará de un elemento presurizador regulable capaz de suministrar un
fluido líquido al envase ensayado. Las presiones serán registradas por
manómetros de lectura directa, con un error máximo del DOS POR CIENTO (2%)
contrastado periódicamente.
Los manómetros serán herméticos al agua y al polvo, de un diámetro de cuadrante
no menor a CIENTO UNO COMA SEIS MILIMETROS (101,6 mm), contarán de aguja de arrastre y un sistema de amortiguación que impida la oscilación del
indicador de presión.
Manómetros
|
Manómetros
|
|
Escala
|
Alcance
|
Apreciación
|
|
0-40 Kg/cm2
|
1 Kg/cm2
|
0,5 Kg/cm2
|
|
0-150 Kg/cm2
|
2 Kg/cm2
|
1 Kg/cm2
|
Las tomas de presión estarán ubicadas en forma tal, que permitan obtener
valores reales de las presiones que soporta el envase.
El equipo de ensayos será estanco durante el desarrollo de la prueba.
21.1.2- Equipo de expansión volumétrica - aspectos generales
El método para la realización del presente ensayo contará como mínimo con los
sistemas recomendados en planos UG 27/19 y UG 27/20, (ver Adjunto 2).
21.2- Instrumental de medición
a) Calibres de medición de rosca de brida - aspectos generales
Deberá poseer uno por cada modelo de brida y se ajustarán a la Norma IRAM 5063.
b) Termómetro - aspectos generales:
Se utilizará para detectar la temperatura máxima en el horno de tratamiento
térmico. Su rango será tal, que la temperatura de trabajo sea el CINCUENTA POR
CIENTO (50%) del mismo y la temperatura máxima media no exceda el SETENTA Y
CINCO POR CIENTO (75%) del rango.
La tolerancia total en la escala será del CUATRO POR CIENTO (4%) del valor del
rango.
21.2.3- Medidor de espesor de pintura - aspectos generales
Se utilizará un medidor de altura de revestimiento no ferroso sobre una base
ferromagnética, graduado con escalas para espesores de chapa menores a SEIS
COMA TREINTA Y CINCO MILIMETROS (6,35 mm) con rango de cero (0) a SETENTA Y CINCO (75) micrones, alcance cinco (5) micrones, apreciación dos (2) micrones,
y rango de CERO (0) a DOSCIENTOS CINCUENTA (250) micrones; alcance DIEZ (10)
micrones, apreciación CINCO (5) micrones.
El instrumento se acompañará de las correspondientes plantillas patrones de
verificación de espesores.
TITULO 1 - ADJUNTO 1
CALIFICACION DE SOLDADORES
Los soldadores deberán estar calificados y certificados por un ente habilitante
para certificación de soldadores. Los entes certificadores a tener en cuenta
serán en primera instancia de orden nacional (IRAM, INTI, CNEA, etc.). En caso
de estar certificados por entes certificadores de otros países deberán tener
toda la información traducida al idioma castellano realizada por traductor
público nacional. En ambos casos se tendrá como necesario la posibilidad de
verificación de la trazabilidad de la certificación respectiva de acuerdo a la
calificación indicada en el punto 2 del presente Adjunto.
1- Idoneidad de los operarios soldadores en las soldaduras de envases
1.1- Los titulares de los talleres o fabricantes deberán designar el operario u
operarios soldadores quienes serán encargados de la tarea de soldadura de los
envases.
1.2- A los fines de esta norma se han previsto tres categorías de soldadores:
A, B y C, los que podrán realizar las soldaduras de microgarrafas, garrafas y
cilindros, de acuerdo a la calificación indicada en el punto 2 del presente
Adjunto.
1.3- La firma responsable deberá guardar en su poder los valores obtenidos en
los ensayos de las probetas, como así también las muestras (rotuladas) no
destruidas a efectos de ser presentadas ante uno de los organismos
certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, sin perjuicio de la correspondiente
presentación ante el requerimiento por parte de la Autoridad de Aplicación.
Asimismo, los organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, podrán presenciar el ensayo si lo
consideran necesario.
Estos ensayos podrán ser efectuados por laboratorios de reconocida trayectoria
que cuenten con elementos a tal efecto.
2- Calificación de soldadores por arco eléctrico
2.1- Categoría A
Soldadores que actúan con equipos automáticos (arco sumergido) o de arco
eléctrico manual indistintamente, con la idoneidad necesaria para realizar
soldaduras principales sobre los envases.
2.2- Categoría B
Soldadores que actúan con equipo de arco eléctrico manual, idóneo para realizar
tareas de reparación de soldaduras principales sobre los envases.
2.3- Categoría C
Soldadores que actúan con equipos de arco eléctrico manual, aptos para la
realización de tareas de colocación de aros base y protectores de válvulas
sobre los envases.
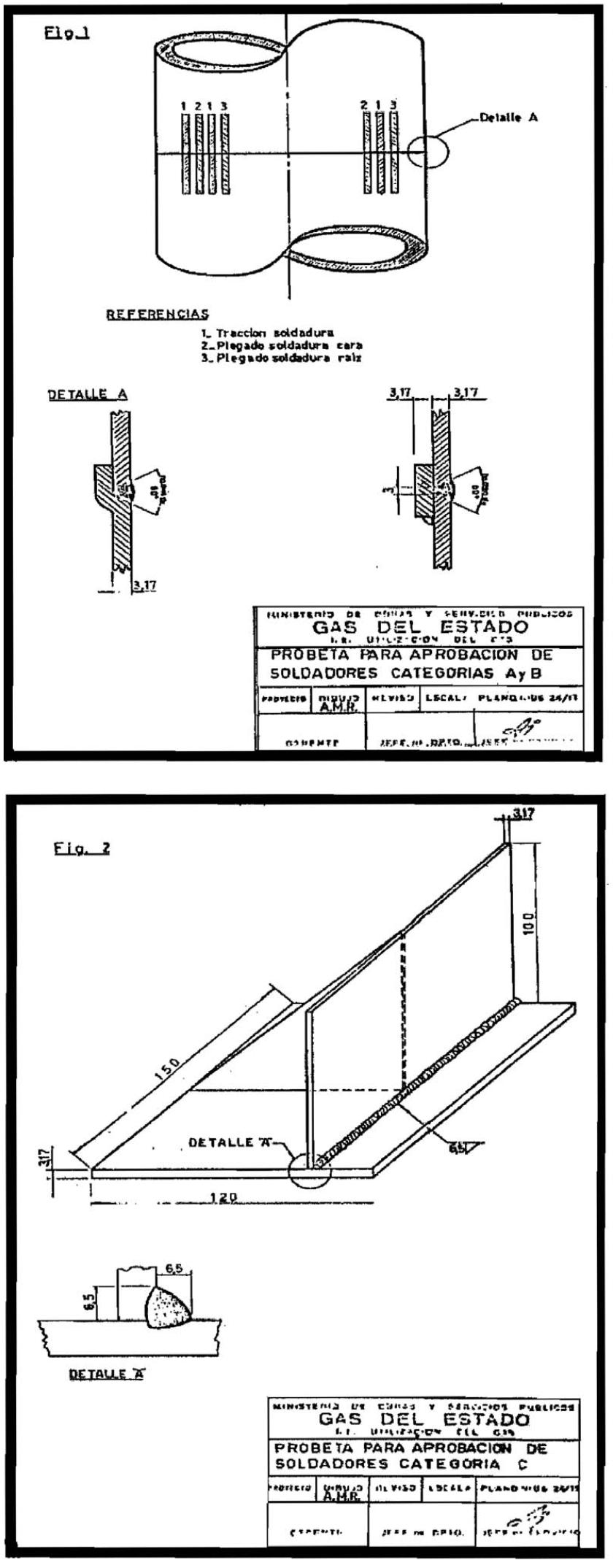
3- Características de los exámenes de soldaduras sobre envases en función de la
categoría
3.-1 Categoría A
Se tomarán CUATRO (4) cuerpos pertenecientes a envases de su fabricación o
CUATRO (4) trozos de caño del mismo espesor, con iguales características
físicas y químicas que la chapa de los envases, DOS (2) de las cuales deberán estar
solapadas o con un aro o fleje de respaldo del mismo espesor, a efectos de
asegurar la perfecta penetración de la soldadura (ver Adjunto 2: plano UG 24/14
- Fig. 1 del presente Título).
El operario ejecutará la soldadura de DOS (2) de las muestras con el equipo
automático y la de las otras DOS (2) con soldadura manual.
De cada muestra soldada se extraerán TRES (3) probetas para el ensayo de
tracción y CUATRO (4) para el ensayo de plegado. Las dimensiones de las
probetas se ajustarán a lo establecido en la Norma IRAM 609.
El valor de la resistencia a la tracción de las probetas de soldadura, no será
inferior al valor de la resistencia de la chapa. Las probetas sometidas al ensayo de plegado no presentarán rajaduras o grietas que excedan de DOS (2) milímetros,
ensayadas según Norma IRAM 609.
3.2- Categoría B
Se tomarán dos (2) cuerpos pertenecientes a envases de su fabricación o DOS (2)
trozos de caño del mismo espesor, con iguales características que la chapa de
los envases, de las que se extraerán probetas en cantidad, tipo y dimensiones,
similares a las indicadas en el punto 3.1 del presente Adjunto.
3.3- Categoría C
Se tomarán DOS (2) chapas de TRES COMA DIECISIETE MILIMETROS (3,17 mm) de espesor, de acuerdo a lo indicado en el plano UG 24/15 - Fig. 2 (ver Adjunto 2) y se
ejecutará UN (1) filete de soldadura en posición horizontal y el mismo deberá
ser un triángulo isósceles de SEIS COMA CINCO MILIMETROS (6,5 mm) por lado.
Dicho filete no deberá tener socavaciones, fisuras, escorias, penetraciones
pasantes, etc.
Las apreciaciones de estas pruebas se harán cortando la probeta en CUATRO (4)
sectores, puliendo perfectamente sus cantos y sometiéndola a ataque ácido con
persulfato de amonio al DIEZ POR CIENTO (10%), (ataque en frío).
TITULO 1 - ADJUNTO 2
PLANOS Y GRAFICOS DE TITULO 1 - “MICROGARRAFAS, GARRAFAS Y CILINDROS DESTINADOS
A CONTENER HASTA 30 KG. DE GASES DE PETROLEO LICUADOS (GLP)”.



Adjunto 2 - Nota 1: Para una mayor estabilidad del envase está aceptado
que el aro base tome el mismo diámetro del envase a sustentar.


TITULO 2
CILINDROS DESTINADOS A CONTENER CUARENTA Y CINCO KILOGRAMOS (45 KG.) DE GASES LICUADOS DE PETROLEO (GLP)
Los requisitos aplicables para la construcción, soldadura, ensayo y controles
de aptitud de los cilindros de acero para contener propano comercial con
capacidad de CUARENTA Y CINCO (45) kilogramos de ese producto, serán los
establecidos en la Norma ex Empresa Gas del Estado - SOCIEDAD DEL ESTADO
“Especificación 79-004-04 - Cilindros para Gases Licuados de Petróleo - Fabricación”.
1- Aptitud técnica y de seguridad del fabricante
1.1- El establecimiento, los medios tecnológicos y procedimientos operativos
del fabricante de cilindros deben ser certificados por uno de los organismos
certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
1.2- Habilitación de los cilindros: Los mismos deben ser certificados por uno
de los organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
Las inspecciones se realizarán a solicitud de las firmas y consistirán en la
verificación de los correspondientes requisitos técnicos para su fabricación.
1.3- Terminación: La pintura de terminación será de acabado liso y se aplicará
teniendo en cuenta el color asignado por la SECRETARIA DE ENERGIA al fraccionador responsable de los envases.
2- Calificación de los soldadores
2.1- Los soldadores deberán estar calificados y certificados por un ente
habilitante para la certificación de los mismos. Los entes certificadores a
tener en cuenta serán en primera instancia del orden nacional. En caso de estar
certificados por entes certificadores de otros países deberán contar con toda
la información traducida al idioma castellano realizada por traductor público
nacional. En ambos casos en concordancia con la calificación de soldadores y
operadores de soldadura automática ASME SECCION IX y calificación de soldadura
y métodos de trabajo ASME SECCION VIII. Además se tendrá como necesario la
posibilidad de verificación de la trazabilidad de la certificación respectiva.
3- Inspecciones de rutina
3.1- Las mismas se realizarán sin un plan de visita previsto y consistirán en
la verificación del cumplimiento de la presente norma. Serán efectuadas por la SECRETARIA DE ENERGIA o quien ésta designe con la presencia del representante técnico o
autorizado de la firma fabricante. Las supervisiones consistirán en la
inspección de las tareas e instalaciones, sin que ello limite la facultad de la SECRETARIA DE ENERGIA o quien ésta designe, de inspeccionar en cualquier momento y a su solo
criterio cualquier otro tipo de trabajos.
TITULO 3
B - ACONDICIONAMIENTO, ENSAYO, BAJA Y DESTRUCCION DE MIGROGARRAFAS, GARRAFAS Y
CILINDROS EN SERVICIO PARA GAS LICUADO DE PETROLEO (GLP).
Objeto
El presente Título tiene por objeto establecer las normas generales para el
acondicionamiento y/o reparación, ensayo, baja y destrucción de las
microgarrafas, garrafas y cilindros para contener Gas Licuado de Petróleo (GLP)
y sus válvulas de maniobra que deberán cumplimentar la totalidad de las firmas
que operan en la actividad.
Antecedentes
Para la presente reglamentación se han tenido en cuenta los siguientes
antecedentes:
Norma ex Empresa Gas del Estado - SOCIEDAD DEL ESTADO “Norma para la
construcción y ensayo de microgarrafas, garrafas y cilindros para GLP”.
Norma ex Empresa Gas del Estado - SOCIEDAD DEL ESTADO “Condiciones para el
acondicionamiento y reparación de envases de hasta 45 kg. de capacidad para contener GLP y sus válvulas de maniobras. 1988”.
Norma ex Empresa Gas del Estado - SOCIEDAD DEL ESTADO “Condiciones para la
comercialización de gas licuado a granel o envasado en garrafas y cilindros 1983”.
CAPITULO 1
1- Definiciones
- MICROGARRAFA: Para envases de menor capacidad de CINCO (5) KILOGRAMOS,
- GARRAFA: Para envases desde CINCO (5) kilogramos y hasta QUINCE (15)
kilogramos,
- CILINDRO: Para envases de más de QUINCE (15) kilogramos hasta CUARENTA Y
CINCO (45) kilogramos.
1.1 Envases para baja presión: Son aquellos cuya presión de trabajo es menor de
SESENTA Y TRES KILOGRAMOS POR CENTIMETRO CUADRADO (63 Kg/cm2). A los efectos
del presente Capítulo, deberá tenerse especialmente en cuenta que en
condiciones normales los envases a considerar, nunca tendrán una presión de
trabajo superior a DIECISIETE KILOGRAMOS POR CENTIMETRO CUADRADO (17 Kg/cm2).
1.2- Abolladura: Deformación entrante de conformación roma, que no produce
disminución del espesor de la pared de la chapa.
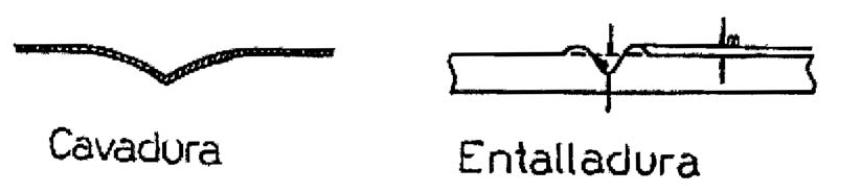
1.3- Cavadura: Deformación entrante que presenta ángulos agudos sin penetrar la
chapa.
1.4- Deformación saliente: Protuberancia de conformación variable que escapa a
la geometría original del envase.
1.5- Acción del fuego: Cuando en el envase se verifica la existencia de pintura
ahumada o ampolladura o decoloración de la chapa.
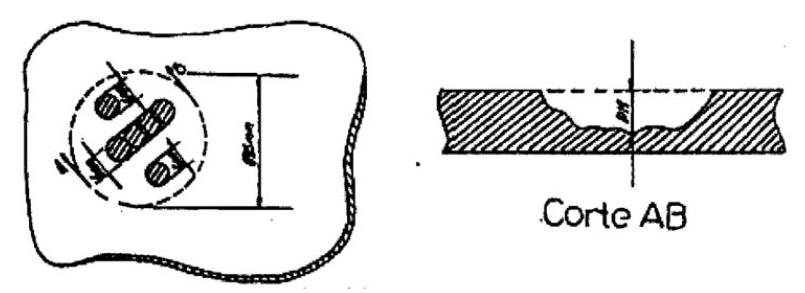
1.6- Corrosión: Es una disminución de la pared del envase producida por un
medio agresivo. Pueden distinguirse cuatro grupos.
I. Picadura aislada: Cuando por efecto de la corrosión se produce un hoyo de no
más de SEIS MILIMETROS (6 mm) de diámetro en un área no mayor de SESENTA
CENTIMETROS CUADRADOS (60 cm2).
II. Corrosión lineal: Cuando su distribución es en línea de largo variable y
ancho no mayor de SEIS MILIMETROS (6 mm), a razón de una por cada SESENTA
CENTIMETROS CUADRADOS (60 cm2) de superficie.
III. Corrosión agrupada: Cuando la pérdida del espesor es continua abarcando
superficies mayores que las indicadas para picaduras aisladas o corrosión
lineal, o cuando estos defectos aparecen juntos en una superficie no mayor de
SESENTA CENTIMETROS CUADRADOS (60 cm2).
IV. Corrosión generalizada: Cuando el área total de corrosión es mayor a lo
indicado para corrosión agrupada.
1.7- Entalladura: Acanaladura con arrastre de material y disminución del
espesor de la pared del envase.
1.8- Responsable Técnico Evaluador: Es la/s persona/s que determinan la
condición del envase. Será designado por el establecimiento que efectúe la
reparación y acondicionamiento de los envases, el que deberá reunir los
siguientes requisitos:
I. Instrucción mínima de técnico industrial en la especialidad mecánica o
electromecánica.
II. Inscripción en el Consejo Profesional correspondiente con su matrícula
vigente.
III. Certificación vigente para la competencia en por lo menos nivel 1 en
ensayo visual (EV) emitido por organismo de certificación según norma NM ISO
9712 - 2007.
IV. Conocimientos específicos y experiencia en el tema relativo a recipientes
portátiles destinados a contener Gas Licuado de Petróleo (GLP), sobre todo en
cuanto a oxidación, corrosión, averías y ensayos de rehabilitación.
CAPITULO 2
2- Procedimiento para clasificar distintos tipos de averías en los envases.
Este capítulo especifica los parámetros entre los cuales debe manejarse el
personal clasificador y el Responsable Técnico Evaluador para los distintos
tipos de averías en los envases.
En oportunidad previa a cada carga las plantas de fraccionamiento efectuarán
una revisión visual de los envases que consistirá en una inspección de toda la
superficie lateral y fondo con el propósito de verificar zonas con presencia de
corrosión, deterioradas, abolladas o con fisuras.
El clasificador de la planta se limitará a separar todos aquellos envases cuya
condición de seguridad sea dudosa para luego ser revisado por el Responsable
Técnico Evaluador y en caso de corresponder, enviar el envase en cuestión al
taller de acondicionamiento habilitado para tal fin.
Coincidentemente se realizará una inspección visual a la válvula, la que deberá
reunir los requisitos de seguridad y maniobrabilidad indispensables para su
uso. Se verificará que el elemento que actúa de tope para el desplazamiento de
apertura del conjunto vástago volante no muestre señales de alteración o
deterioro. Si las circunstancias lo aconsejan, las plantas de fraccionamiento
someterán a las válvulas de maniobra de los envases al siguiente ensayo:
En posición de abierta, deberá soportar un par torsor en el sentido de
apertura, de hasta UNO COMA VEINTE (1,20) kilográmetros.
2.1- Abolladuras: Para determinar el contorno de las abolladuras y medir los
diámetros, se adoptará el siguiente procedimiento:
Se pinta la zona del envase afectada por la abolladura y luego se aplica sobre
el mismo un papel limpio que adopte con la mayor exactitud posible la forma
inicial de la superficie. El área del papel que aparezca sin pintura será
considerada como representativa de la abolladura, determinándose el diámetro
mínimo en correspondencia con el punto de máxima profundidad.
Se admitirán aquellas abolladuras donde el diámetro mayor sea superior a
CINCUENTA MILIMETROS (50 mm) y la profundidad no sobrepase los siguientes
valores:
2.1.1- Alejada de cordones de soldadura: En este caso se admitirá el DIEZ POR
CIENTO (10%) del valor obtenido de la semisuma de los diámetros máximos y
mínimos de la abolladura.
2.1.2- Adyacente a un cordón de soldadura: La profundidad máxima no podrá
sobrepasar los CINCO MILIMETROS (5 mm).
2.1.3- Que incluya un cordón de soldadura: Se admitirá hasta UNO COMA CINCO
MILIMETROS (1,5 mm) de profundidad.
2.1.4- Cuando la abolladura se presente en coincidencia con la unión soldada
del aro base y/o aro protector de válvula con el cuerpo del envase se adoptará
el criterio indicado en el punto 2.1.3 del presente capítulo.
2.2- Cavaduras y/o entalladuras:
El arrastre de material (m) producido en una entalladura deberá ser movido para
efectuar una correcta medición de la profundidad del defecto.
De acuerdo a la capacidad y tipo de envase se admitirán los siguientes valores
máximos de profundidad:
|
CAPACIDAD
|
DEFECTO DE NO MAS DE 75 mm DE LONGITUD
|
DEFECTO DE MAS DE 75 mm DE LONGITUD
|
|
Hasta 5 kg
|
0,9 mm
|
0,5 mm
|
|
10 a 30 kg
|
1,3 mm
|
0,6 mm
|
|
45 kg
|
Con costura longitudinal
|
1,6 mm
|
0,7 mm
|
|
Con dos casquetes embutidos
|
1,1 mm
|
0,5 mm
|
|
Sin costura
|
2,1 mm
|
1,1 mm
|
Nota 1: Cuando el defecto se presente en posición longitudinal debe extremarse
la exactitud de las mediciones, a tal efecto y para evitar posibles errores de
apreciación se reducirán en un DIEZ POR CIENTO (10%) los valores indicados en
la tabla precedente.
Nota 2: En ningún caso la profundidad deberá superar el CINCUENTA POR CIENTO
(50%) del espesor mínimo de cálculo.
2.3- Corrosión
2.3.1- Picadura aislada

La profundidad del defecto no deberá superar los siguientes valores:

Nota: En ningún caso la profundidad deberá superar lo DOS TERCIOS (2/3) del
espesor mínimo de cálculo de la chapa del envase.
2.3.2- Corrosión lineal

Para la profundidad se tomarán los mismos valores que se indican en el punto
2.2 del presente Capítulo.
2.3.3- Corrosión agrupada
La profundidad máxima admitida no deberá superar el CINCUENTA POR CIENTO (50%)
del espesor de cálculo.
Nota: En ese caso se adoptará el mismo criterio mencionado en el punto 2.3.4.1
del presente Capítulo.
2.3.4- Corrosión generalizada
Se admitirá una profundidad máxima medida en el caso más desfavorable de:

2.3.4.1- Cuando a causa de la extensión del área corroída no quede pared
original para tomar como referencia, se determinará el espesor original
adicionando un CINCUENTA POR CIENTO (50%) a la máxima profundidad medida, el
cual será el valor del defecto a considerar. No obstante, independientemente de
que el valor medido se encuentre dentro de la tolerancia admitida, deberá
verificarse que la tara real del envase no se vea reducida en más del CINCO POR
CIENTO (5%) de la tara original.
2.3.4.2- El área total de corrosión admitida no deberá superar el DIEZ POR
CIENTO (10%) de la superficie del envase.

2.3.5- Para cualquiera de los tipos enunciados de corrosión, deberá tenerse
especialmente en cuenta que las tolerancias se aplican para casos en los que la
acción corrosiva ha sido eficientemente detenida, lo que deberá ser verificado
por el responsable técnico verificador.
2.3.6- Los valores máximos admisibles para los distintos defectos se tomarán en
base al espesor mínimo de cálculo, por lo que en cada caso se deberán extremar
las mediciones de la pared del envase a efectos de verificar que ésta no sea
menor a la del cálculo.
2.4- Acción del fuego: Se admitirán aquellos envases en los que la evidencia de
la acción del fuego sea solamente pintura ahumada o ampollada y el área
afectada no supere los SESENTA CENTIMETROS CUADRADOS (60 cm2).
2.5- Aros base: Deberán cumplimentar los siguientes requisitos mínimos para que
el envase pueda continuar en servicio:
2.5.1- Mantener vertical y estable el recipiente, debiendo estar construido y
soldado de acuerdo a planos adjuntos a la presente Norma, no debiendo su espesor ser superior al del envase.
2.5.1.2- Que mantenga el fondo del envase a por lo menos OCHO MILIMETROS (8 mm) del suelo, para aquellos de hasta CINCO KILOGRAMOS (5 Kg.) de capacidad, y a no menos de DIEZ MILIMETROS (10 mm) para envases de DIEZ KILOGRAMOS (10 Kg.) o más de capacidad.
2.5.1.3- No estar desoldado en la costura longitudinal del mismo.
2.5.1.4- Contará con todas las soldaduras de acuerdo a lo indicado en el punto
5.2.5.2 del presente Título.
2.5.2- Aros protectores de válvulas: cuando el envase por diseño cuente con
dichos accesorios, los mismos deberán cumplimentar los siguientes requisitos
mínimos:
2.5.2.1- Que impidan que en la estiba, el fondo del envase superior toque la
válvula de maniobra del inferior.
2.5.2.2- Que no presenten rebabas ni bordes filosos.
2.5.3- Capuchones protectores de válvulas: En los cilindros de CUARENTA Y CINCO
KILOGRAMOS (45 Kg.) de capacidad, éstos deberán ser reemplazados en caso de
presentar las siguientes anomalías:
2.5.3.1- Que no protejan mecánicamente la válvula de maniobra.
2.5.3.2- Que el estado de los filetes no permita roscar adecuadamente el mínimo
a la brida del envase.
2.5.3.3- Que no presenten fisuras ni rajaduras.
Nota: Cuando un cilindro de CUARENTA Y CINCO KILOGRAMOS (45 Kg.) de capacidad sea desafectado para su rehabilitación, se procederá a colocarle un aro
protector de la válvula de maniobra en reemplazo del capuchón protector de
válvula.
2.6- Identificación del envase: Todo envase deberá contar por lo menos con los
siguientes datos en forma bien legible:
2.6.1- Envases de hasta TREINTA KILOGRAMOS (30 Kg.) de capacidad:
I. Leyenda del propietario (en envases de 10 y hasta 30 Kg. de capacidad), sobre el casquete superior
II. Nº de matrícula del fabricante,
III. Nº de envase,
IV. Tara,
V. Fecha de fabricación y fecha de vencimiento de la rehabilitación,
VI. Nombre del fabricante.
2.6.2- Envases de CUARENTA Y CINCO KILOGRAMOS (45 Kg.) de capacidad:
I. Nº de envase,
II. La leyenda de las ex empresas del estado (Gas del Estado o Y.P.F.) y/o
identificación de la empresa fraccionadora,
III. Nombre del fabricante,
IV. matrícula del fabricante,
V. Tara,
VI. Fecha de fabricación y fecha de vencimiento de rehabilitación.
2.7- Válvula de maniobra: La misma deberá reunir los siguientes requisitos:
2.7.1- Ser de modelo aprobado por la ex Empresa Gas del Estado - SOCIEDAD DEL ESTADO o por la SECRETARIA DE ENERGIA según corresponda.
2.7.2- Estar limpia de todo elemento que pueda afectar su buen funcionamiento.
2.7.3- Estar en buenas condiciones el sistema de seguridad que impida el
desarme accidental del conjunto vástago - cuerpo.
2.7.4- La rosca de la boca de salida deberá estar en óptimas condiciones y en
caso de dudas se recurrirá al uso de los calibres que correspondan.
2.7.5- El volante de maniobra no deberá presentar deformaciones o roturas,
debiendo contar además con una correcta sujeción al vástago.
2.7.6- La válvula no deberá presentar ningún tipo de fisura o rajadura.
2.7.7- El tipo de válvula deberá ser compatible al envase en el que está
instalada.
CAPITULO 3
Procedimiento para la determinación de la vida útil del envase para contener
Gas Licuado de Petróleo (GLP).
Consideraciones Generales:
La vida útil de los envases para contener Gas Licuado de Petróleo (GLP), en
principio, será de DIEZ (10) años contados a partir del momento de su
fabricación.
Vencido el plazo establecido en el párrafo anterior, será de carácter
obligatorio por parte de las firmas fraccionadoras responsables de los envases,
la remisión de los mismos a los talleres debidamente habilitados por la SECRETARIA DE ENERGIA del MINISTERIO DE PLANIFICACION FEDERAL, INVERSION PUBLICA Y SERVICIOS
a los efectos de proceder al acondicionamiento integral de dichos envases,
conforme los parámetros establecidos en el presente Capítulo. Ello sin
perjuicio de que los referidos envases deban ser remitidos al taller antes del
vencimiento del plazo precedentemente citado por razones atribuibles a su uso.
Habiendo cumplido el envase con el procedimiento de acondicionamiento integral,
conforme los parámetros establecidos en el presente Capítulo, se procederá a su
rehabilitación por un nuevo período de DIEZ (10) años contados a partir del
momento del mencionado acondicionamiento. Vencido el período señalado
precedentemente se deberá remitir nuevamente el envase al taller
correspondiente a los efectos de repetir el procedimiento anteriormente
explicado, esto así, hasta que corresponda la destrucción del envase en
cuestión.
Cuando el envase no superara los parámetros establecidos para su
acondicionamiento integral, el mismo deberá ser obligatoriamente destruido.
3- Envases que deben ser enviados a acondicionamiento (reparación)
Sin perjuicio de la obligatoriedad de remitir periódicamente (cada DIEZ (10)
años) los envases al taller correspondiente para su acondicionamiento integral,
deberá tenerse presente que:
Los envases averiados que superen las tolerancias admitidas en el Capítulo 2
deberán ser retirados de servicio y no podrán retornar al mismo sin antes haber
sido reparados en un taller apto para realizar estos acondicionamientos,
debidamente inscripto en el REGISTRO NACIONAL DE LA INDUSTRIA DEL GAS LICUADO DE PETROLEO (RNIGLP), conforme Resolución Nº 136 de fecha 14 de
abril de 2003 y su modificatoria Resolución Nº 800 de fecha 30 de julio de
2004, ambas de la SECRETARIA DE ENERGIA del MINISTERIO DE PLANIFICACION
FEDERAL, INVERSION PUBLICA Y SERVICIOS.
3.1- Abolladuras, cavaduras, entalladuras, corrosión: Podrán ser reparados
aquellos envases construidos con dos casquetes y envolvente cilíndrica cuando
el defecto se presente en alguno de los casquetes.
3.1.1- Excepción:
i) Los cilindros de CUARENTA Y CINCO KILOGRAMOS (45 Kg.) de capacidad ICC (solapados), los que por el tipo de soldadura del cuerpo cilíndrico no
admiten tratamiento térmico, deberán ser destruidos.
ii) Cuando el defecto se presente en el cuerpo cilíndrico el envase deberá ser
destruido.
3.1.2- Las rehabilitaciones de los cilindros de CUARENTA Y CINCO KILOGRAMOS (45 Kg.) de capacidad tipo “Mannessman”, o los ICC 4BA 300 de dos cuerpos, merecerán un análisis
particular, para lo cual se deberá canalizar a través de uno de los organismos
certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, actuante, el procedimiento, tecnología
y metodología de trabajo para su análisis y posterior aprobación si
correspondiere.
3.2- Acción del fuego: Deberán ser enviados a reparación aquellos envases que
presenten pintura ampollada o con decoloración de chapa por dicha acción.
Aquellos que presenten evidencia severa de fuego sobre el metal o deformaciones
en su geometría original, serán obligatoriamente destruidos.
3.3- Pérdidas
3.3.1- Por la válvula de maniobra: Será reemplazada por otra similar en
perfectas condiciones de uso, utilizando pasta sellante aprobada para su uso
con Gas Licuado de Petróleo (GLP), roscándola con el torque correspondiente,
DIEZ KILOGRAMETROS (10 kgm) mínimo. En todos los casos se verificará el estado
de rosca de la brida mediante el empleo de calibre de rosca patrón.
3.3.2- En cordones de soldaduras principales: En todos los casos su reparación
se realizará en talleres habilitados para este tipo de rehabilitación de
acuerdo a los lineamientos indicados en el Capítulo 5 del presente Título.
3.3.3- Por poros o grietas en chapa o por rosca de brida defectuosa: Se
adoptará el criterio explicado en el punto 3.1 del presente Título.
3.4- Datos de identificación: Todos los envases para posibilitar su
rehabilitación deberán contar en forma visible, con los datos que permitan su
identificación a solicitud del taller habilitado que efectuará el
acondicionamiento, se podrá autorizar el regrabado en el reemplazo del aro
protector o faldón de apoyo (microgarrafas), según corresponda, con sus datos
en los siguientes casos:
I. Para envases de CUARENTA Y CINCO KILOGRAMOS (45 Kg.) de capacidad: cuando posean en el cuerpo la leyenda de las ex empresas del Estado (Gas del
Estado - Y.P.F.) o de la firma fraccionadora, Nº de matrícula y año de
fabricación en sobrerrelieve y tengan estampado claramente el Nº de envase o el
nombre del fabricante y año de fabricación.
II. Para envases de TREINTA KILOGRAMOS (30 Kg.) de capacidad o menores: cuando posean leyenda, Nº de matrícula y el año de fabricación en sobrerrelieve en el
cuerpo del envase.
Nota: En ambos casos se deberá canalizar a través de un organismo certificante
debidamente inscripto en la SECRETARIA DE ENERGIA conforme a la normativa vigente, la solicitud adjuntando el procedimiento, tecnología y metodología empleada
para este cometido, a los efectos de su análisis y posterior aprobación si
correspondiere, de acuerdo a los lineamientos indicados en el Capítulo 5.
Aquellos envases que no cumplan con los ítems I y II arriba referenciados se
deberán dar de baja y se procederá a su destrucción.
3.5- Brida hundida o deteriorada: Se adoptará el mismo criterio explicitado en
el punto 3.1 del presente Título.
3.6- Aro base y aro protector de válvula: Deberán ser enviados para su
reparación o cambio aquellos aros que se encuentren desprendidos, abollados,
etc., y que por su estado no cumplan eficazmente su función (se tendrá en cuenta
lo explicitado en el punto 3.4 del presente Título).
CAPITULO 4
Envases que deben ser destruidos: Los envases que presenten averías como las
que a continuación se detallan, se deberán dar de baja y se deberá proceder a
su destrucción.
4.1- Abolladuras, cavaduras, entalladuras, corrosión
4.1.1- Envases sin costura o de dos cuerpos que representen averías que superen
las tolerancias admitidas en el Capítulo 2 del presente Título y que no admitan
reparación según lo especificado en el Capítulo 3, punto 3.1 del presente
Título.
4.1.2- Los construidos con dos casquetes y cuerpo cilíndrico cuando la avería
se localice en el cuerpo cilíndrico y supere las tolerancias.
4.2- Afectados por el fuego: Envases deformados o con signos de haber sido
expuestos a un excesivo calor (decoloración del material, ampollas en chapa,
etc.).
4.3- Deformación saliente: La verificación de esta avería en el cuerpo
cilíndrico determinará la destrucción del envase (Capítulo I - Apartado 1.4).
Cuando se presente en alguno de los casquetes de aquellos envases construidos
con tres cuerpos se deberá proceder de acuerdo a lo expresado en el punto 3.1
del presente Título.
4.4- Pérdidas por poros o grietas en chapa.
4.4.1- Cuando el defecto se presente en el cuerpo cilíndrico en cualquier tipo
de envase.
4.4.2- Cuando el defecto se encuentre en cualquiera de los casquetes de envases
sin costura o con dos cuerpos embutidos teniendo en cuenta los requisitos y
excepciones del punto 3.1 del presente Título.
4.5- Cuando la rosca de la brida se encuentre gastada o deteriorada en forma
tal que imposibilite el roscado de la válvula, se procederá según lo indicado
en los puntos 3.1 y 5.2.7.5 del presente Título.
4.6- Datos de identificación
4.6.1- Aquellos envases que no posean leyendas en sobrerrelieve en el cuerpo o
estampados en el aro protector de válvulas, en la brida o en el faldón de apoyo
de microgarrafas, de acuerdo a su capacidad y/o fabricación y que carezcan o
sean ilegibles los datos.
I. Para envases de CUARENTA Y CINCO KILOGRAMOS (45 Kg.) de capacidad: cuando no posean en el cuerpo la leyenda de las ex Empresas del Estado Gas del
Estado - Y.P.F. o de la firma fraccionadora, Nº de matrícula y año de
fabricación en sobrerrelieve y tengan estampado claramente el Nº de envase o el
nombre del fabricante y año de fabricación.
II. Para envases de TREINTA KILOGRAMOS (30 Kg.) de capacidad o menores: cuando no posean leyenda, Nº de matrícula y el año de fabricación en sobrerrelieve en
el cuerpo del envase.
4.7- La destrucción de los envases se deberá realizar en talleres autorizados
al efecto, habilitados por esta Autoridad de Aplicación. En todos los casos se
deberá confeccionar el Certificado de Baja de envases emitido por uno de los
organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, adjuntándose al mismo el soporte
informático y documentación con los datos correspondientes. Similar respaldo
estará a resguardo en el taller.
4.7.1- Para evitar que el envase destruido sea recuperado y puesto en
circulación clandestinamente, deberán adoptarse algunos de los siguientes
métodos:
a) Prensado: Se efectuará de manera tal que la cara superior quede en contacto
con la cara inferior, de acuerdo al siguiente esquema:

Nota: Para el caso de envase con aro protector de válvula se deberá proceder
además al corte del mismo (inutilización)
b) Corte oxiacetilénico: El corte oxiacetilénico se efectuará de acuerdo al
esquema que se indica a continuación:

4.7.1.1- Para ambos casos deberá tenerse especial cuidado que el envase no
contenga gases inflamables en su interior, debiéndose realizar mediciones
previas mediante el uso de explosímetro. De detectarse presencia inflamable se
deberá proceder al lavado e inertizado y nueva verificación de ausencia de
gases inflamables.
4.7.2- Para asentar los envases que se inutilicen, además de las
certificaciones según el punto 4.7 del presente Título, el taller llevará un
libro de registro foliado, rubricado por el representante Técnico del mismo y
con la correspondiente intervención de uno de los organismos certificantes
debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, (emisión del certificado correspondiente) en el que deberán asentarse como
mínimo los siguientes datos:
I. Datos de la firma fraccionadora (Razón social - Cuit),
II. Nº de envase,
III. Matrícula del envase,
IV. Fabricante,
V. Capacidad en Kg.,
VI. Fecha de fabricación,
VII. Leyenda de individualización (señalando si es en relieve o placa),
VIII. Motivo de la inutilización (Se indicará el número del apartado pertinente
del presente Capítulo),
IX. Nº de certificado de baja emitido,
X. Fecha de la destrucción del envase (inutilización).
CAPITULO 5
Reparación: Las tareas de reparación serán efectuadas por talleres debidamente
inscriptos en el REGISTRO NACIONAL DE LA INDUSTRIA DEL GAS LICUADO DE PETROLEO (RNIGLP). En los referidos talleres el Responsable
Técnico Evaluador determinará la condición de los envases que son remitidos de
las plantas de fraccionamiento, centros de canje o depósitos, para su
reparación.
5.1- Los talleres deberán contar con la certificación de aptitud técnica y de
seguridad en vigencia y podrán realizar las reparaciones acordes a la capacidad
técnica que acreditaren según los requerimientos de la Norma ex Empresa Gas del
Estado -SOCIEDAD DEL ESTADO “Condiciones para el acondicionamiento y reparación
de envases de hasta 45 Kg. de capacidad para contener GLP y sus válvulas de
maniobra - 1988” - en su Título 2 - Capítulo 1 - ap. 2 - 3 y anexo 3 y 4, o la
norma que en el futuro la sustituya y cuyas categorías son:
5.1.1- Denominación:
i) Taller de 1ra. Categoría,
ii) Taller de 2da. Categoría y
iii) Taller de válvulas.
5.1.2- Si cumplen los requisitos expuestos en el punto 5.1 se permitirá que un
mismo taller efectúe la reparación de envases y válvulas.
5.1.3- Las fábricas de envases se consideran talleres de 1ra. categoría en lo
que respecta a la reparación, no obstante deberán contar con la autorización de
la SECRETARIA DE ENERGIA para realizar dicha tarea. Las fábricas de válvulas
de maniobra podrán efectuar el acondicionamiento de las mismas, previa
autorización de la SECRETARIA DE ENERGIA.
5.2- Las averías reparables se detallan a continuación de acuerdo a su tipo y
al envase en que las mismas se presentan:
Las tolerancias a adoptar según los casos, serán las indicadas en los Capítulos
2, 3 y 4 del presente Título.
5.2.1- Abolladuras; Los talleres habilitados deberán tener un procedimiento
operativo con su documentación técnica y los ensayos no destructivos de
respaldo que demuestren que no generan averías ocultas y que es efectivo y
seguro su empleo auditado y certificado por uno de los organismos certificantes
debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente. La aplicación de dicho procedimiento permitirá favorecer el retorno de
aquella abolladura en el envase a su perfil original, cuidando de no provocar
aplastamiento o entalladuras. En caso que la abolladura no admita reparación,
se procederá de acuerdo a lo indicado en los puntos 3.1 y 5.2.3.1 del presente
Título.
5.2.2- Cavaduras, entalladuras, corrosión
5.2.3- Reposición de casquetes: Cuando el proceso de reparación lo exija se
podrá cambiar el casquete superior o inferior del envase, para lo cual deberán
adoptarse las previsiones que se indican a continuación:
a) Las características de la chapa del casquete a colocar y la soldadura a
utilizar, deberán ser compatibles con las del resto del envase, a cuyo efecto
se procederá a realizar los correspondientes ensayos de laboratorio.
b) El casquete averiado será cortado mediante un procedimiento que no genere
tensiones y/o cambios en la estructura de la envolvente del envase, se deberá
eliminar todo vestigio de soldadura, debiendo quedar la superficie a soldar
limpia, lisa y libre de escoria.
c) La fabricación del casquete se realizará teniendo en cuenta las dimensiones
originales del recipiente.
5.2.3.1- En el caso de reemplazo del casquete superior se observarán las
siguientes pautas:
i. Envases cuyos datos figuran en el casquete superior: efectuado el reemplazo
se trasladarán todos los datos que presentaba el casquete anterior, empleando
cuños de OCHO MILIMETROS (8 mm) de altura.
ii. Envases cuyos datos figuran en el aro protector de válvula: efectuado el
reemplazo se trasladarán todos los datos que presentaba el aro anterior,
empleando cuños de OCHO MILIMETROS (8 mm) de altura.
iii. Garrafas con sus datos en la brida y que cuenten con aro protector de
válvula: una vez reemplazado se volcarán los datos como se indica en ii),
iv. Cilindros cuyos datos figuren en la brida y que no cuenten con aro
protector: efectuada la tarea de reemplazo se volcarán los datos como se indica
en ii).
En todos los casos se deberá informar previamente a esta Autoridad de
Aplicación, adjuntándose el romaneo de los datos de los envases que se
encuentran en esta situación para su análisis y directivas particulares
correspondientes. Una vez autorizado el cambio se grabará en lugar bien visible
con cuños de DOCE MILIMETROS (12 mm) de altura, la matrícula del taller que
efectuó el reemplazo, y fecha de vencimiento, Ej: 0000/2012. Dicha operación
deberá contar con la intervención de uno de los organismos certificantes
debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
5.2.3.2- La reposición de un casquete no deberá disminuir la capacidad original
del envase.
5.2.3.3- El casquete deberá prepararse previo al proceso de soldadura, de tal
manera que pueda presentarse a la envolvente para poder soldar, (sistema de
junta simple con respaldo).
5.2.4- La certificación de soldadores responderá a lo explicitado en el Adjunto
1 del Título 1 del presente Anexo. La calificación de los mismos y
procedimientos de soldadura será de acuerdo al Código American Society of
Mechanical Engineers (ASME) Secc. IX.
Se deberá controlar la calidad de las uniones soldadas resultantes de los
cambios de casquetes, mediante un control radiográfico con posterioridad al
proceso de soldadura de los mismos. El mencionado control se efectuará con
aparatos certificados por la COMISION NACIONAL DE ENERGIA ATOMICA (CNEA), Organismo Descentralizado en jurisdicción de la SECRETARIA DE ENERGIA en el ámbito del MINISTERIO DE PLANIFICACION FEDERAL, INVERSION PUBLICA
Y SERVICIOS, tanto los operadores como así también los procedimientos deberán
contar con la aptitud correspondiente. El mencionado control se realizará a
razón de UNO (1) cada CINCUENTA (50) envases reparados, nunca menor a un
cilindro por cada turno de OCHO (8) horas y equipo de soldadura en servicio.
Las placas radiográficas obtenidas deberán mantenerse archivadas, calificadas y
ordenadas, hasta DOS (2) años después de su toma.
Se fija como nivel de calidad y técnica de ensayo el prescripto en el Código
American Society of Mechanical Engineers (ASME) Sección VIII para todos los
cordones circunferenciales resultantes de la reparación.
Aquellos envases que no cumplan con este requisito serán indefectiblemente
dados de baja y destruidos con los recaudos establecidos en el punto 4.7 del
presente Título.
5.2.4.1- Todo personal que efectúe Ensayos No Destructivos (END) deberá contar
con la certificación vigente otorgada por un organismo de certificación de
personal según la norma NM ISO 9712 - 2007.
5.2.5- Reposición de aro de respaldo: Se colocará en la parte superior y/o
inferior del cuerpo del envase, respetando las dimensiones originales, el que
deberá ser soldado interiormente y arenado o granallado exteriormente, previo
al soldado al cuerpo del recipiente.
5.2.5.1- Reparación de los aros base y de protección de la válvula (enderezado,
desabollado, etc.). Se efectuarán en lo posible sin separar dichos elementos
del recipiente y cuidando los mismos. Al finalizar los trabajos de reparación se
comprobará la firmeza de las soldaduras de unión al recipiente y en caso de
duda se reforzarán con soldadura.
5.2.5.2- Renovación del aro base
i. Garrafas o cilindros: El diseño y demás características del aro base
cumplirán con el prototipo aprobado, según corresponda. El diámetro exterior
del aro base no será inferior al OCHENTA POR CIENTO (80%) del diámetro exterior
del recipiente y el espesor del mismo no superará al del cuerpo del envase.
ii. Microgarrafas: Sólo se autorizará la colocación de un aro nuevo cuando en
el cuerpo de la microgarrafa se hallen impresos los datos del fabricante y el
año de fabricación y que las dimensiones y formato del envase pueda ser
identificados como pertenecientes a un modelo aprobado. De no cumplirse los
requisitos anteriores el recipiente deberá ser inutilizado con los recaudos
establecidos en el punto 4.7 del presente Título. El nuevo aro base deberá ser
similar al del correspondiente modelo de microgarrafas aprobado y llevar
impresos los datos que a continuación se detallan. (Se aceptarán los datos en
forma abreviada según el formato de la columna derecha de la tabla abajo
explicitada).
|
Datos completos
|
Formato abreviado de datos:
|
|
Número de identificación del envase (colocado por el taller en
forma correlativa)
|
Nº env.: 000
|
|
Matrícula del taller de reparación
|
T. Rep.: 000-0-0
|
|
Fecha de reposición del aro (mes y año)
|
F. Rep.: mm/aaaa
|
|
Año de fabricación de la microgarrafa
|
F. Fab.: mm/aaaa
|
|
Presión de trabajo
|
P. Tr.: 17 Kg/cm2
|
|
Presión de prueba
|
P Pr.: 34 Kg/cm2
|
|
Capacidad
|
x Kg.
|
|
Volumen
|
XX lts.
|
|
Fecha de vencimiento de la rehabilitación
|
F V.: mm/aaaa
|
|
Industria Argentina
|
Industria Argentina
|
Los nuevos aros base deberán ser numerados correlativamente por cada taller y
se registrarán en un libro foliado que contará con el tabulado indicado en
5.2.6.5
5.2.6- Renovación del aro protector de válvula
5.2.61- Garrafas o cilindros
Se considerarán los siguientes casos:
A - Envase con o sin leyenda de planta fraccionadora y sin matrícula de
fabricante y año de fabricación grabado en el cuerpo en sobrerrelieve:
En el caso de que el envase careciera de aro no se permitirá su reposición,
procediéndose a la destrucción de la unidad con los recaudos establecidos en el
punto 4.7 del presente Título.
B - Envase con leyenda de la firma fraccionadora, matrícula de fabricante y año
de fabricación grabados en el cuerpo en sobrerrelieve.
Se autorizará la reposición del aro faltante el cual deberá responder al diseño
y demás características del prototipo aprobado. En todos los casos el aro
protector de válvula deberá cumplir además con la condición que impida el
contacto entre fondo y válvula al ser estibados los envases.
5.2.6.2- En todos los casos se deberá informar previamente a esta Autoridad de
Aplicación, adjuntando el romaneo de los datos de los envases que se encuentran
en esta situación para su análisis y directivas particulares correspondientes.
Una vez autorizado el cambio se grabará en lugar bien visible con cuños de DOCE
MILIMETROS (12 mm) de altura, la matrícula del taller que efectuó el reemplazo,
y fecha de vencimiento, Ej.: 0000/2012. Dicha operación deberá contar con la
intervención de uno de los organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente.
5.2.6.3- Microgarrafas: Cuando la microgarrafa cuente con el aro protector de
válvula y sea éste portador de los datos característicos de la microgarrafa, se
le aplicará lo especificado para los aros base.
5.2.6.4- En caso de no llevar impresos los datos característicos de la
microgarrafa en el aro protector, se podrá efectuar su reposición siempre que
la microgarrafa se halle en condiciones de continuar en circulación de acuerdo
con lo establecido en el punto 5.2.5.2 ítem ii del presente Título.
El nuevo aro protector deberá ser similar al del correspondiente modelo
prototipo aprobado para microgarrafas.
5.2.6.5- Los nuevos aros protectores de válvula se registrarán en un libro que
contará con el siguiente tabulado:
|
Taller de
reparación.................................................Matrícula del
Taller.....................................
|
|
Nº de aro
|
Fecha de colocación
|
Fabricante del envase
|
Año de fabricación
|
Capacidad en kg.
|
Leyenda
|
Observac.
|
|
|
|
|
|
|
|
|
5.2.7- Unión de los aros al cuerpo del recipiente. Previo a la ejecución de las
soldaduras se deberá eliminar del recipiente todo resto de gas combustible y
proceder a su inertizado, verificándose la ausencia de mezcla explosiva por
medio de un explosímetro. Se tomarán los recaudos necesarios para la protección
de la válvula de maniobra.
Esta operación será efectuada mediante soldadura manual por arco eléctrico,
utilizando el electrodo y la intensidad de corriente adecuados. Se pondrá
especial cuidado en no dañar la chapa, ni producir un excesivo recalentamiento
de la zona afectada.
5.2.7.1- Unión del protector de válvula. La soldadura constará de TRES (3) o
más cordones iguales de no menos de VEINTICINCO MILIMETROS (25 mm) de largo cada uno y su desarrollo no será inferior al QUINCE POR CIENTO (15%) de la longitud
de la circunferencia de diámetro igual al protector.
5.2.7.2- Unión de aro base. Dicha unión constará como mínimo de CUATRO (4)
cordones iguales y equidistantes. Su longitud total no será inferior al CERO
COMA DIEZ POR CIENTO (0,10%) del desarrollo del aro en el caso de las
microgarrafas, ni inferior a CERO COMA QUINCE POR CIENTO (0,15%) en el caso de
garrafas y cilindros.
En la colocación del aro base se tendrá en cuenta que el punto más bajo del
cuerpo del envase no diste del piso de apoyo menos de OCHO MILIMETROS (8 mm) en microgarrafas, ni menos de DIEZ MILIMETROS (10 mm) en garrafas y cilindros.
5.2.7.3- Previo a las soldaduras indicadas en los puntos 5.2.7.1 y 5.2.7.2 del
presente Título, se deberán quitar al ras los cordones de soldadura del
accesorio removido teniendo especial cuidado en no disminuir el espesor de la
chapa del casquete.
No se realizará el reemplazo de los aros protectores más de una vez.
Los aros base y protector de válvula reemplazados deberán ser acuñados con la
Matrícula del taller que realice el trabajo y año de colocación.
5.2.7.4- Limpieza de los cordones de soldadura y de las zonas afectadas.
Previo a la ejecución de las soldaduras se limpiarán éstas a fin de eliminar
todos los restos de escorias y pintura quemada a los efectos de dejar al
desnudo la chapa.
Una vez efectuadas las soldaduras y realizados los controles correspondientes
se procederá a aplicar la base anticorrosiva y al repintado del color final
acorde al resto del envase. La película seca tendrá un espesor mínimo de
CUARENTA Y CINCO (45) micrones.
5.2.7.5- En todos los casos, cuando se realicen trabajos denominados “en
caliente” (amolado, soldadura, etc.) sobre los envases deberá comprobarse que
en su interior se haya eliminado todo resto del gas inflamable.
5.2.8- Reparación de soldaduras principales. Se denomina soldadura principal la
que une entre sí elementos estructurales sometidos a presión directa del gas
contenido en el envase (Ej.: Soldadura de casquete entre sí, de casquete con
cuerpo cilíndrico y longitudinal del cuerpo cilíndrico y de brida de válvula a
casquete) y soldadura secundaria, a la que une al cuerpo las partes destinadas
a proteger la válvula, facilitar el manipuleo o servir de apoyo al recipiente.
5.2.8.1- Envases a partir de DIEZ KILOGRAMOS (10 kg.) de capacidad
Serán reparables:
a. Grietas longitudinales o zonas porosas de menos de QUINCE MILIMETROS (15 mm) de longitud,
b. No más de una grieta en el cordón,
c. Dos zonas porosas no mayores de QUINCE MILIMETROS (15 mm) de longitud separadas por lo menos QUINCE MILIMETROS (15 mm),
d. No más de dos zonas porosas.
5.2.8.2- Envases de menos de DIEZ KILOGRAMOS (10 Kg.) de capacidad
Serán reparables:
a. Grieta longitudinal o zona porosa cuya longitud no supere una SESENTAVA
PARTE (1/60) de la longitud del cordón.
b. Dos zonas porosas o dos grietas de no más de QUINCE MILIMETROS (15 mm) de longitud separados entre sí a no menos de QUINCE MILIMETROS (15 mm)
c. No más de dos zonas porosas o dos grietas por cordón.
Nota 1: Todo poro aislado será considerado zona porosa.
Nota 2: Cuando el defecto supere las tolerancias indicadas, se procederá a la
baja del envase y su posterior destrucción con los recaudos establecidos en el
punto 4.7 del presente Título.
5.2.8.3- Eliminación de poros y grietas. Previamente se limpiará la zona
afectada, poniendo especial cuidado en no dañar la chapa. El cordón de soldadura superpuesto no será de longitud superior a TREINTA MILIMETROS (30 mm) y su terminación será prolija, siguiendo las reglas del buen arte.
5.2.8.4- Afectados por el fuego. Son reparables aquellos envases definidos en
el punto 3.2 del presente Título. Se deberá realizar al envase una inspección
visual minuciosa, tratamiento térmico y prueba hidráulica de expansión
volumétrica a TREINTA Y CUATRO KILOGRAMOS POR CENTIMETRO CUADRADO (34 kg/cm2).
La deformación permanente no deberá ser inferior al TRES POR CIENTO (3%) y no
exceder del DIEZ POR CIENTO (10%).
5.2.9- Pérdidas. Son reparables de acuerdo al siguiente detalle:
5.2.9.1- En chapa: Se utilizará siguiendo el criterio establecido en los puntos
3.3.3 y 5.2.3.1 del presente Título.
5.2.9.2- En cordones de soldadura principal:
Serán reparables de acuerdo a lo indicado en el punto 5.2.8 del presente
Título.
5.2.10- Tratamiento térmico. Toda vez que se reparen soldaduras principales, se
reemplacen casquetes o se reparen envases afectados por el fuego, debe
efectuarse el tratamiento térmico del recipiente, de acuerdo a las siguientes
pautas:
5.2.10.1- Se verificará en forma previa, con explosímetro, la ausencia en el
interior del envase de mezcla explosiva.
5.2.10.2- El tratamiento térmico se efectuará de la siguiente manera:
i. Se introducirá el envase en el horno a una temperatura no mayor a
TRESCIENTOS GRADOS CENTIGRADOS (300 °C). Luego se elevará la temperatura en
forma lenta y uniforme, en un tiempo no inferior a QUINCE (15) minutos hasta
una temperatura comprendida entre SEISCIENTOS GRADOS CENTIGRADOS (600 °C) y SEISCIENTOS CINCUENTA GRADOS CENTIGRADOS (650 °C).
ii. El envase se mantendrá a esta última temperatura por lo menos durante
VEINTE (20) minutos, enfriándose luego dentro del horno, o en cámara especial
de enfriamiento en un tiempo no inferior a QUINCE (15) minutos en forma lenta y
uniforme hasta los TRESCIENTOS GRADOS CENTIGRADOS (300 °C). Cumplido el tratamiento, se lo dejará enfriar desde los TRESCIENTOS GRADOS CENTIGRADOS (300 °C) hasta la temperatura ambiente, sin que lo afecten corrientes de aire.
5.2.10.3- La atmósfera del horno en todas sus partes evitará la oxidación del
envase. En el horno se deberá disponer por lo menos de TRES (3) zonas provistas
con un sistema de registro continuo, que debe encontrarse permanentemente en el
taller en óptimas condiciones de funcionamiento.
5.2.11- Expansión volumétrica. Todo envase tratado térmicamente debe ser
sometido a ensayo de expansión volumétrica.
El envase pasará satisfactoriamente el ensayo si luego de habérsele aplicado
una presión hidrostática de TREINTA Y CUATRO KILOGRAMOS POR CENTIMETRO CUADRADO
(34 kg/cm2), la expansión permanente (EP) no sea inferior al TRES POR CIENTO
(3%) ni superior al DIEZ POR CIENTO (10%) de la diferencia entre el volumen
inicial y la máxima expansión del envase cuando la presión llega al valor
indicado.
También deberá tenerse en cuenta que la expansión permanente (EP) sea
razonablemente uniforme, rechazándose el envase que se deforme asimétricamente.
Los envases que no cumplan con el presente ensayo deberán ser destruidos con
los recaudos establecidos en el punto 4.7 del presente Título.
CAPITULO 6
Acondicionamiento integral de envases
6.1- Esta operación se instrumenta para mantener el envase en óptimas
condiciones de servicio y consiste en:
6.1.1- Extracción de todo el producto líquido o gaseoso del envase. Para dicha
operación se utilizarán las instalaciones existentes en la planta para tal fin
y en el taller previo a la rehabilitación. En todos los casos se evitará el venteo de producto.
Queda establecido que el manejo de residuos sólidos, efluentes líquidos y
gaseosos, deberán cumplir por parte de los operadores intervinientes con las
normativas legales que la Autoridad de Aplicación en la materia dictamine sobre
el particular.
6.1.2- Retiro de la válvula de maniobra. Para su acondicionamiento en un taller
debidamente inscripto en el REGISTRO NACIONAL DE LA INDUSTRIA DEL GAS LICUADO DE PETROLEO (RNIGLP) habilitado para esta tarea.
6.1.3- Lavado interior e inertizado del envase: se verificará la inexistencia
de atmósfera explosiva de acuerdo a lo indicado en el punto 6.1.1 del presente
capítulo.
6.1.4- Limpieza externa. Se efectuará una limpieza a fondo en toda la
superficie del envase, mediante granallado, arenado o cualquier otro método
mecánico adecuado con el fin de que la superficie del envase quede librada por
completo de capas de pintura, grasas, escamas de laminación, herrumbres, polvo
y todo otro residuo o película que pueda impedir una eficaz visión de la chapa
y una correcta fijación de la pintura al metal. En esta operación las roscas
deberán ser adecuadamente protegidas para evitar su deterioro.
6.1.5- Evaluación de la condición del envase: Se controlará el estado general
del recipiente mediante una prolija y minuciosa inspección ocular, prestando
especial atención a los fondos y zona delimitada por el aro protector de
válvula (de contarse con este elemento) y las zonas de unión del cuerpo con los
aros base a fin de controlar la condición de verticalidad del recipiente y su
correcto apoyo. El verificador cumplirá con lo establecido en el punto 1.8 del
Título 3.
6.1.5.1- Una vez limpios los envases serán controlados por ultrasonido u otro
método no destructivo para determinar el espesor de la chapa con los requisitos
previstos en el punto 5.2.4.1 del presente Título. Dichas mediciones se
efectuarán de la siguiente manera:
I. Envases de menos de DIEZ KILOGRAMOS (10 Kg.) de capacidad: no menos de CINCO (5) mediciones, UNA (1) en el casquete superior, DOS (2) en las partes
cilíndricas y DOS (2) en el casquete inferior.
II. Envases a partir de DIEZ KILOGRAMOS (10 Kg.) de capacidad y mayores: no menos de SIETE (7) mediciones, una en el casquete superior, TRES (3) describiendo
una hélice en el cuerpo cilíndrico y TRES (3) en el casquete inferior
equidistantes entre sí.
Dicho espesor no será menor a ningún punto medido al mínimo requerido por
cálculo (e) que se determinará mediante la siguiente fórmula:

En donde los valores serán:
S = tensión de la pared (kg/mm2) que deberá ser de 15 kg/mm2 en el caso de
recipientes con costura longitudinal y 17 kg/mm2 en los envases sin costura
longitudinal o con costura longitudinal realizada por resistencia eléctrica.
P = Presión de prueba -(kg/mm2)
D = Diámetro exterior (mm)
d = Diámetro interior (mm)
e = Espesor mínimo (mm)
No obstante lo indicado precedentemente, como guía general se podrán adoptar
los siguientes valores de acuerdo con la capacidad y tipo de envase:
|
- envases de hasta 5 kg de cap.
|
2 mm
|
|
- envases entre 10 y 30 kg de cap.
|
2,65 mm
|
|
- envases de 45 kg de cap. con dos casquetes y cuerpo cilíndrico
|
3,17 mm
|
|
- envases de 45 kg de capacidad de dos cuerpos embutidos (tipo
I.C.C., livianos)
|
2,1 mm
|
|
- envases de 45 kg sin costura (tipo Manessman)
|
4,2 mm
|
De surgir alguna duda con la medición se efectuarán tantas como sea necesario.
6.1.6- Control de brida mediante los calibres pasa - no pasa correspondientes.
6.1.7- Prueba hidráulica. La prueba hidráulica de hermeticidad se cumplirá
manteniendo una presión de TREINTA Y CUATRO KILOGRAMOS POR CENTIMETRO CUADRADO
(34 kg/cm2), durante no menos de SESENTA (60) segundos, no debiéndose registrar
pérdida alguna, ni observarse deformación en toda la superficie externa, la que
deberá encontrarse completamente seca.
En todos los casos la prueba se realizará directamente sobre el envase sin
válvula de maniobra colocada. El incumplimiento de lo expuesto precedentemente
será motivo suficiente para considerar que la prueba no se ha efectuado.
6.1.8- Aplicación de pintura. El local destinado a pintura deberá poseer
instalación eléctrica antiexplosiva y ventilación forzada en un todo de acuerdo
a la Ley Nº 19.587.
Al terminar las operaciones de limpieza y estando la superficie completamente
seca, limpia y libre de polvo, se continuará con la aplicación de DOS (2) manos
de pintura anticorrosiva con pigmentos a base de cromato de zinc para luego
proceder a pintar con el color asignado a la firma responsable del envase.
El espesor de la película seca (anticorrosivo mas pintura de terminación) no
deberá ser inferior a CUARENTA Y CINCO (45) micrones.
6.1.9- Colocación de válvulas. La válvula a reponer deberá ser nueva o reparada
a nuevo y su modelo responderá al prototipo aprobado. En su colocación se
utilizará una pasta sellante apta para Gas Licuado de Petróleo (GLP) que
mantenga sus condiciones de plasticidad a través del tiempo. El ajuste al
envase se realizará aplicando a la válvula a través de sus caras paralelas
inmediatas a la zona de conexión al recipiente, un momento torsor del orden de
los DIEZ COMA CUATRO KILOGRAMETROS (10,4 kgm) para asegurar un cierre perfecto
y una correcta ubicación de la misma.
La válvula deberá estar roscada en la brida como mínimo CINCO (5) hilos.
6.1.10- Prueba de estanquidad. Para verificar la conexión se deberá someter al
conjunto envase - válvula a una prueba neumática de SIETE KILOGRAMOS POR
CENTIMETRO CUADRADO (7 kg/cm2) sin que se observen pérdidas.
6.1.11- Control de tara. Los envases a los cuales se les ha realizado el
acondicionamiento integral deberán ser sometidos a control de tara (peso propio
del recipiente con la válvula de maniobra colocada).
Las tolerancias admitidas serán las que se explicitaron en el punto 18 del
Título 1 del presente Anexo.
6.1.12- Constancia de los acondicionamientos. Para dejar constancia de los
acondicionamientos integrales se procederá de la siguiente manera:
6.1.12.1- Envases con aro protector de válvula. En la parte interna de dicho
aro en forma diametralmente opuesta a la abertura principal del mismo, se
colocará una placa metálica de acuerdo al esquema que a continuación se indica,
fijada mediante soldadura de punto.

7- Procedimiento de habilitación. Para habilitar los envases acondicionados se
deberá observar el siguiente procedimiento:
7.1- El taller donde se los acondicionó solicitará a esta SECRETARIA DE ENERGIA o a quien ésta designe, verifique los trabajos realizados,
coordinando la fecha de inspección.
7.2- Para el día en que se lleve a cabo la verificación el responsable del
taller, deberá contar con una base de datos donde quedarán perfectamente
asentados la identificación completa de aquellos envases acondicionados, los
que estarán a disposición de la inspección.
7.3- Cuando un taller solicite a uno de los organismos certificantes
debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, la certificación de los envases acondicionados integralmente, la misma se
realizará de acuerdo a las siguientes pautas:
a) Se verificará que el taller se encuentre debidamente habilitado por esta
Autoridad de Aplicación y que cuente con la correspondiente certificación de
sus instalaciones en vigencia,
b) Los envases a verificar estarán compuestos por lotes, los que no podrán
exceder las siguientes cantidades:
I. Envases de hasta QUINCE KILOGRAMOS (15 Kg.) de capacidad: DOS MIL (2000),
II. Envases de TREINTA KILOGRAMOS (30 Kg.) y CUARENTA Y CINCO (45 Kg.) KILOGRAMOS de capacidad: QUINIENTOS (500).
7.4- El lote de envases a verificar será contado e inspeccionado en su
totalidad controlando el estado general de los recipientes mediante una prolija
y minuciosa revisión ocular, prestando especial atención a los fondos y zona
delimitada por el aro protector de válvula (de contar con ese elemento) y las
zonas de unión del cuerpo con los aros base a fin de controlar la condición de
verticalidad del recipiente y su correcto apoyo, seleccionando luego una
muestra en función de lo indicado en las TABLAS 1 y 2 (Adjunto 1) que forman
parte integrante del presente Título, basada en la norma IRAM Nº 15 de muestreo, Nivel de Inspección General I, Plan de Muestreo Simple para
Inspección Normal.
7.5- Cada vez que se verifique un lote de envases para su posterior
certificación, los organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, labrarán un Acta de Inspección, de
acuerdo a los modelos que se adjuntan como FORMULARIOS A y B, (Adjunto 1 del
presente Título) donde se individualizarán detalladamente los envases a tomar
de acuerdo a las TABLAS Nº 1 y 2 de muestreo, registrando las anomalías
verificadas en cada caso y en función de ello, se aprobará o rechazará el lote
sometido a inspección.
7.6- En el Acta, el registro de la inspección de la muestra se efectuará en
forma secuencial, respetándose en su reporte todos los datos que figuran en el
envase, siendo fundamental la claridad con que se asienten los datos, valores,
unidades de medida, como así también, de corresponder, las anomalías
detectadas, etc.
7.7- El acta de inspección se confeccionará en original y DOS (2) copias que se
encontrarán debidamente firmadas por el auditor de uno de los organismos
certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente y por el responsable técnico del
taller.
El original de cada Acta se mantendrá ordenada en el taller a disposición de
esta Autoridad de Aplicación por un lapso mínimo de DIEZ (10) años, junto con
el listado de los envases aprobados y certificados, mientras que las copias
estarán en poder de los organismos certificantes debidamente inscriptos en la SECRETARIA DE ENERGIA conforme a la normativa vigente, para ser adjuntadas a los certificados
correspondientes.
7.8- En el caso de los envases tomados como muestra serán acuñados por la
inspección actuante.
TITULO 3 - ADJUNTO 1

FORMULARIO A
ACTA DE CERTIFICACION DE ENVASES

FORMULARIO B
ACTA DE CERTIFICACION DE ENVASES
TABLA 1
LETRA CLAVE DEL TAMAÑO DE LA MUESTRA
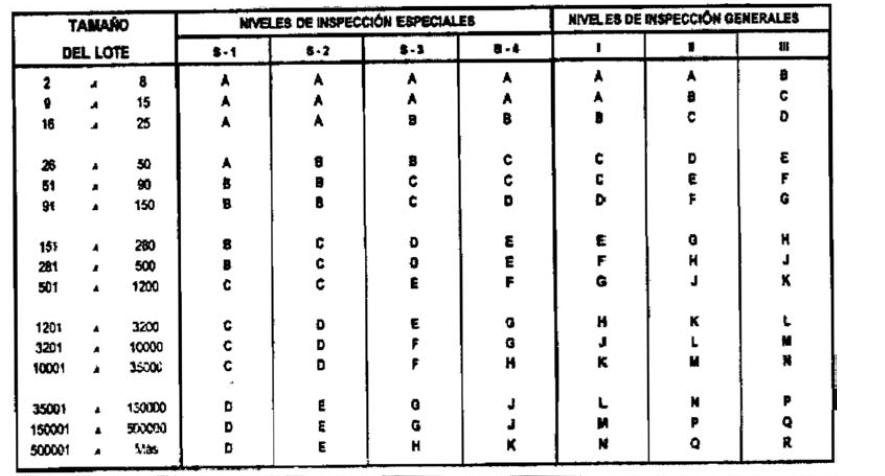
NOTA: Se aplicarán supletoriamente las Normas de la ex Empresa Gas del Estado - SOCIEDAD DEL ESTADO en todo lo que no esté expresamente
establecido en el presente Anexo.