Resolución
19-2004-SCT
Emisión de
Declaraciones de Conformidad de instrumentos de medición reglamentados.
Establécese que todo fabricante o importador deberá requerir al Instituto
Nacional de Tecnología Industrial la realización de una auditoría sobre el o
los ensayos que a la fecha lleva a cabo para constatar la conformidad de las
unidades producidas con el modelo aprobado y con la reglamentación vigente.
Bs. As., 6/2/2004
VISTO el
Expediente N° S01:0253421/2003 del Registro del MINISTERIO DE ECONOMIA Y
PRODUCCION, y
CONSIDERANDO:
Que en virtud de
lo establecido por el Artículo 2° inciso a) del Decreto N° 788 del 18 de
setiembre de 2003, reglamentario de la Ley N° 19.511 del Sistema Métrico Legal
Argentino, la SECRETARIA DE COORDINACION TECNICA del MINISTERIO DE ECONOMIA Y
PRODUCCION se halla facultada para establecer el Reglamento para la realización
de las verificaciones primitivas y periódicas de instrumentos de medición
alcanzados por la ley citada.
Que en virtud de
lo dispuesto por el Artículo 8° del Decreto N° 788/2003, la mencionada
Secretaría se encuentra facultada para dictar las medidas complementarias que
resulten necesarias para la aplicación del régimen establecido por la Ley N° 19.511 de Metrología Legal.
Que, en consecuencia,
toda eventual modificación o aclaración normativa debe ser sancionada por la SECRETARIA DE COORDINACION TECNICA, como única autoridad de aplicación de la Ley mencionada precedentemente.
Que de acuerdo a
lo dispuesto por el Artículo 3° inciso a) del Decreto N° 788/2003 el INSTITUTO
NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI), organismo autárquico dependiente de la SECRETARIA DE INDUSTRIA, COMERCIO Y DE LA PEQUEÑA Y MEDIANA EMPRESA del MINISTERIO DE
ECONOMIA Y PRODUCCION, tiene entre otras funciones la de efectuar en todo
instrumento de medición reglamentado, los ensayos, certificaciones y/o
cualquier otro procedimiento técnico necesario para la aprobación de modelo y
la verificación primitiva.
Que con fecha 8 de
octubre de 2003, el INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI) dictó la Disposición N° 364 del 8 de octubre de 2003 estableciendo un cronograma de aplicación de las
exigencias para la emisión de Declaraciones de Conformidad.
Que, a efectos de
asegurar el ordenamiento de los procedimientos durante la presente etapa de
implementación del nuevo ordenamiento vigente, resulta conveniente establecer
un cronograma para la verificación del cumplimiento de las exigencias
reglamentarias, en el marco de las auditorías y ensayos a ser realizados por el
INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI).
Que la Dirección Nacional de Comercio Interior, dependiente de la SUBSECRETARIA DE DEFENSA DE LA COMPETENCIA Y DEFENSA DEL CONSUMIDOR de la SECRETARIA DE COORDINACION TECNICA del MINISTERIO DE ECONOMIA Y PRODUCCION, es el organismo
competente para suspender la prerrogativa para la declaración de conformidad
dada a un fabricante en los supuestos establecidos en el punto 5.4. del Anexo
II de la Resolución N° 48 del 18 de setiembre de 2003 de la SECRETARIA DE COORDINACION TECNICA.
Que resulta
igualmente conveniente explicitar el contenido de las presentaciones de
solicitudes de verificación primitiva, con el objetivo de abreviar su
tramitación y agilizar así el comercio de aquellos instrumentos reglamentados.
Que con fundamento
en el contenido de la presente resolución, se hace necesario adecuar las
Declaraciones de Conformidad ya presentadas ante la Dirección Nacional de Comercio Interior, a través de su ratificación por parte de sus
responsables.
Que, a su vez, por
el Decreto N° 788/03 se reestructuró el Servicio Nacional de Aplicación de la Ley N° 19.511 del Sistema Métrico Legal Argentino y se reforzaron las tareas, incumbencias y
responsabilidades del INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI).
Que de conformidad
con lo prescripto por el Artículo 3° inciso b) del precitado decreto, otra de
las funciones del INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI) es la de
efectuar en todo instrumento de medición reglamentado la verificación primitiva
y periódica de los patrones derivados.
Que conforme
dispone el punto 9 del Anexo de la Resolución N° 49 del 18 de setiembre de 2003 de la SECRETARIA DE COORDINACION TECNICA, los ensayos correspondientes a la
verificación primitiva de los instrumentos de medición reglamentados, estarán a
cargo del INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI).
Que la Resolución N° 73 del 17 de octubre de 2003 de la SECRETARIA DE COORDINACION TECNICA, especificó los instrumentos de medición respecto a los cuales se llevarán a cabo
dichas funciones.
Que es necesario
establecer los procedimientos técnicos a utilizar para verificar el cumplimento
de los reglamentos oportunamente establecidos, de conformidad a lo establecido
en el Anexo de la presente resolución.
Que la Dirección General de Asuntos Jurídicos del MINISTERIO DE ECONOMIA Y PRODUCCION ha tomado la
intervención que le compete.
Que la presente
medida se dicta en virtud de las facultades otorgadas por los Artículos 2°
inciso a) y 8° del Decreto N° 788/2003.
Por ello,
EL SECRETARIO DE
COORDINACION TECNICA
RESUELVE:
Artículo 1 — Para acceder a la emisión de Declaraciones de
Conformidad de instrumentos de medición reglamentados, todo fabricante o
importador deberá requerir al INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI),
organismo autárquico dependiente de la SECRETARIA DE INDUSTRIA, COMERCIO Y DE LA PEQUEÑA Y MEDIANA EMPRESA del MINISTERIO DE ECONOMIA Y PRODUCCION la realización
de una auditoría sobre el o los ensayos que a la fecha realiza para constatar
la conformidad de las unidades producidas con el modelo aprobado y con la
reglamentación vigente.
El número de
instrumentos que se ensayarán en dicha auditoría dependerá del volumen de
producción del solicitante, quien deberá contar con patrones propios con
trazabilidad a los patrones nacionales, sobre cuya validez y vigencia el
INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI) deberá expedirse
previamente.
Hasta la
realización de la citada auditoría, las empresas que la hubieran solicitado
podrán emitir declaraciones de conformidad.
Art. 2° — Para mantener la facultad de emitir declaraciones de
conformidad, a partir del 19 de febrero de 2004, además de acreditar el
cumplimiento del artículo anterior, en su caso, se deberá acreditar que los
patrones a utilizar en los controles destinados a la verificación primitiva han
sido calibrados por el INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI) o por
un laboratorio miembro del Servicio Argentino de Calibración (SAC), o que
demuestre el cumplimiento de la Norma ISO 17.025 a través de una auditoría realizada por el INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI).
Además, las firmas
solicitantes deberán acreditar que poseen procedimientos escritos para la
totalidad de los ensayos, calibraciones y verificaciones necesarias para
asegurar la conformidad del producto final con la reglamentación vigente y con
el modelo aprobado, pudiendo el INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL
(INTI) determinar la necesidad de realizar una auditoría para evaluar la
implantación de dichos procedimientos.
Art. 3° — A partir del 19 de junio de 2004, para poder acceder
a la emisión de declaraciones de conformidad los interesados deberán satisfacer
la verificación por parte del INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL
(INTI) del cumplimiento de los requisitos establecidos por los puntos 5.1; 5.2;
5.3, y 5.5 del Anexo II de la Resolución N° 48 del 18 de setiembre de 2003 de la SECRETARIA DE COORDINACION TECNICA del MINISTERIO DE ECONOMIA Y PRODUCCION.
Los interesados
podrán solicitar al INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI) las
listas de verificación a utilizar para estos fines a partir de la vigencia de
la presente resolución.
Art. 4° — Las Declaraciones de Conformidad que hubieren sido
presentadas ante la Dirección Nacional de Comercio Interior, dependiente de la SUBSECRETARIA DE DEFENSA DE LA COMPETENCIA Y DEFENSA DEL CONSUMIDOR de la SECRETARIA DE COORDINACION TECNICA, entre el 20 de setiembre de 2003 y la fecha de inicio de
vigencia de esta resolución, deberán ser ratificadas ante el organismo
mencionado en los términos y condiciones del Artículo 1° de la presente
resolución.
Art. 5° — La Dirección Nacional de Comercio Interior podrá, en aplicación del punto 5.4 del Anexo II de la Resolución N° 48/2003 de la SECRETARIA DE COORDINACION TECNICA del MINISTERIO DE ECONOMIA Y
PRODUCCION, en cualquiera de las etapas descriptas en los artículos anteriores,
suspender la prerrogativa para la Declaración de Conformidad cuando los resultados de las auditorías practicadas por el INSTITUTO NACIONAL DE TECNOLOGIA
INDUSTRIAL (INTI) así lo determinen.
Art. 6° — Los responsables de modelos aprobados que no cumplan
con las prescripciones de los artículos anteriores, deberán solicitar al
INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI) la realización de los
ensayos que, para la verificación primitiva, prevea el reglamento técnico
específico.
Art. 7° — La fiscalización de los instrumentos de medición, a
los efectos consignados en el punto 14 del Anexo de la Resolución N° 49 del 18 de setiembre de 2003 de la SECRETARIA DE COORDINACION TECNICA, respecto a cada tipo de instrumento tipificado en el Anexo de la Resolución N° 73 del 17 de octubre de 2003 de la SECRETARIA DE COORDINACION TECNICA, se hará conforme la frecuencia y el plan de muestreo que en cada caso y en función de
los antecedentes técnicos particulares determine el INSTITUTO NACIONAL DE
TECNOLOGIA INDUSTRIAL (INTI).
Art. 8° — La documentación a presentar ante la Dirección Nacional de Comercio Interior dependiente de esta Secretaría conjuntamente con la
solicitud de verificación primitiva, consignada en el punto 7 del Anexo de la Resolución N° 49/2003, de la SECRETARIA DE COORDINACION TECNICA del MINISTERIO DE ECONOMIA Y
PRODUCCION deberá estar acompañada de los informes de ensayo de verificación
primitiva establecidos por la reglamentación técnica aplicable, realizados por
el INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI).
Art. 9° — En el Certificado de Verificación Primitiva a emitir
por la Dirección Nacional de Comercio Interior constará, además de la
información consignada en el punto 10 del Anexo de la Resolución N° 49/2003 de la SECRETARIA DE COORDINACION TECNICA del MINISTERIO DE ECONOMIA Y
PRODUCCION, la siguiente:
- cantidad de
instrumentos y sus números de serie,
- lugar de
instalación, si correspondiere, y
- número y fecha
de emisión del certificado.
Art. 10. — El cumplimiento de los requisitos reglamentarios por
parte de aquellos instrumentos de medición sometidos a verificación periódica,
será verificado mediante ensayos a realizar por el INSTITUTO NACIONAL DE
TECNOLOGIA INDUSTRIAL (INTI).
El Procedimiento
Específico N° 01 de Metrología Legal (PE01ML) de "Verificación de
instrumentos de pesar de alta capacidad según las reglamentaciones metrológicas
y técnicas correspondientes a la Resolución N° 2307 del 28 de noviembre de 1980 de la ex SECRETARIA DE ESTADO DE COMERCIO Y NEGOCIACIONES ECONOMICAS
INTERNACIONALES" que deberá ser utilizado en las verificaciones periódicas
de dichos instrumentos, es el que como Anexo I forma parte integrante de la
presente resolución.
Las pesas patrón a
utilizarse para la aplicación del procedimiento establecido en el párrafo
precedente, deberán estar verificadas en el INSTITUTO NACIONAL DE TECNOLOGIA
INDUSTRIAL (INTI) o en un laboratorio que cumpla con la Norma IRAM 301 —ISO 17025— y auditado por el INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL
(INTI).
Art. 11. — El INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL
(INTI) informará a la Dirección Nacional de Comercio Interior con una
frecuencia semanal, acerca de los resultados de las auditorías practicadas en
el período sobre los sistemas de calidad de las empresas que lo hubieren
solicitado, establecidas en el punto 5 del Anexo II de la Resolución N° 48 del 18 de setiembre de 2003 de la SECRETARIA DE COORDINACION TECNICA.
Art. 12. — La Dirección Nacional de Comercio Interior informará al INSTITUTO NACIONAL DE TECNOLOGIA INDUSTRIAL (INTI) con una frecuencia
mensual acerca de los Certificados de Verificación Primitiva emitidos y la Declaraciones de Conformidad recibidas en el período.
Art. 13. — Las infracciones a la presente resolución serán
sancionadas conforme a lo dispuesto por la Ley N° 19.511 de Metrología Legal.
Art. 14. — La presente resolución comenzará a regir a partir de
la fecha de su publicación en el Boletín Oficial.
Art. 15. — Comuníquese, publíquese, dése a la Dirección Nacional del Registro Oficial y archívese. — Leonardo Madcur.
ANEXO
PROCEDIMIENTO
ESPECIFICO N° 01 DE METROLOGÍA LEGAL
(PE01ML)
Verificación de
instrumentos de pesar de alta capacidad según las reglamentaciones metrológicas
y técnicas correspondientes a la Resolución 2307/80 de la ex SECRETARIA DE
ESTADO DE COMERCIO Y NEGOCIACIONES ECONOMICAS INTERNACIONALES.
a) Objetivo
Establecer el
procedimiento para la verificación de instrumentos de pesar de alta capacidad.
b) Alcance.
Aplicable a todas
aquellas básculas de alta capacidad de más de DIEZ TONELADAS (10 t) de
funcionamiento no automático con equilibrio automático, semiautomático o no
automático en todo su campo de medida o hasta la carga de uso en verificación
periódica sin límite superior.
c) Definiciones y
abreviaturas.
I) Instrumento de
pesar de funcionamiento no automático.
II) Instrumento de
pesar que requiere la intervención de un operador durante el proceso de pesada,
por ejemplo, para depositar o retirar la carga a medir del receptor.
III) Instrumento
de equilibrio automático.
IV) Instrumento de
pesar que no requiere la intervención de un operador para lograr el equilibrio
durante el proceso de pesada, por ejemplo en balanzas electrónicas.
V) Instrumento de
equilibrio semiautomático
VI) Instrumento de
pesar que necesita la intervención del operador para modificar el rango de
pesada con equilibrio automático.
VII) Instrumento
de equilibrio no automático
VIII) Instrumento
de pesar que requiere la intervención de un operador para lograr el equilibrio
durante el proceso de pesada, por ejemplo en balanzas mecánicas.
IX) Capacidad
mínima
X) Valor por
debajo del cual las pesadas están afectadas de un error relativo importante.
XI) Capacidad
máxima
XII) Capacidad
máxima de la pesada sin tener en cuenta la capacidad aditiva de tara.
XIII) División de
verificación (e)
XIV) Valor
expresado en unidades de masa de la división utilizada para la verificación de
los instrumentos.
XV) Valor de la
división (valor expresado en unidades de masa):
1) de la división
más pequeña, en indicación o impresión continua (d);
2) de la
diferencia entre dos indicaciones o impresiones de valores consecutivos, en
indicación o impresión discontinua (d d ).
XVI) Número de
divisiones de un instrumento.
Cociente entre la
capacidad máxima y el valor de la división.
XVII) Movilidad
Cualidad de un
instrumento para reaccionar con pequeñas variaciones de carga.
XVIII) Fidelidad
(repetibilidad)
Aptitud de un
instrumento para dar resultados concordantes entre ellos para una misma carga
depositada varias veces y de una manera prácticamente idéntica sobre el
receptor de carga en condiciones de ensayo razonablemente constantes.
XIX) Excentricidad
Medida de la
diferencia en las indicaciones de acuerdo a la distribución de la carga sobre
el receptor.
XX) Histéresis
Máxima diferencia
entre cargas crecientes y decrecientes para un mismo valor de carga.
XXI) Abreviaturas:
|
( t )
|
temperatura
ambiente;
|
|
(r p
)
|
densidad de la
pesa patrón;
|
|
(cap. máx)
|
capacidad máxima
de pesada;
|
|
(cap. mín)
|
capacidad mínima
de la balanza;
|
|
( e )
|
valor de la
división de verificación;
|
|
( d )
|
valor de la
división de instrumentos de indicación o impresión continua;
|
|
( d d
)
|
valor de la
división de instrumentos de indicación o impresión discontinua;
|
|
( n )
|
número de
divisiones.
|
XXII) Carga
aplicada:
Es la carga máxima
alcanzada durante la verificación.
XXIII) Referencias
1) Recomendación
Internacional de la OIML R 76-1 "Non-automatic weighing instruments"
(instrumentos de pesaje no automáticos).
2) Recomendación
Internacional de la OIML R 47 "POIDS ÈTALONS pour le CONTROLE des
INSTRUMENTS de PESAGE de PORTÈE ÈLEVÈE" (PESAS PATRONES para el CONTROL de
INSTRUMENTOS de PESAJE de ALTA CAPACIDAD).
3) Resolución
Nacional N° 2307 del 11 de noviembre de 1980 de la SECRETARIA DE ESTADO DE COMERCIO Y NEGOCIACIONES ECONOMICAS INTERNACIONALES.
4) Resolución Nº
456 del 2 de diciembre de 1983 de la SECRETARIA DE ESTADO DE COMERCIO Y NEGOCIACIONES ECONOMICAS INTERNACIONALES.
5) COMMITTEE DRAFT
OIML / 2nd CD R 111 (RECOMENDACION de la ORGANIZACION INTERNACIONAL de METROLOGIA LEGAL —OIML— SEGUNDO (2°) CD R 111) 02/02/2000
número de referencia TC 9/SC 3/N2") "Weights of classes (Pesas de
clases) E1, E2, F1, F2, M1, M2, M3" Date February 2, 2000 (Fecha 2 de
febrero de 2000).
e) Instrucciones
I) Generalidades
La verificación
periódica de una báscula de alta capacidad comprende la realización de un
conjunto de operaciones metrológicas y técnicas, que tienen como fin la
determinación de los desvíos en los parámetros a considerar: "FIDELIDAD -
EXCENTRICIDAD - HISTERESIS – CONTROL DEL RANGO DE PESADA - MOVILIDAD - EFECTO
DEL DISPOSITIVO DE PUESTA A CERO Y EN CASO DE MAS DE UN ELEMENTO DE LECTURA,
DIFERENCIA DE INDICACION ENTRE ELLOS".
II) Elementos
necesarios
Los elementos
básicos necesarios para efectuar la verificación de una báscula de alta
capacidad son:
1)pesas patrón
homologadas que cumplan con lo establecido en el Artículo 2° de la presente
disposición.
Nota 1: el error
de las pesas patrón, no es superior a CERO COMA TRES (0,3) veces el error
correspondiente al error máximo tolerado para el instrumento verificado, para
cada carga considerada.
Nota 2: para cada
pesa la incertidumbre expandida, U, (k=2), del valor de calibración de la masa
convencional es menor o igual que un tercio del error máximo permisible.
Nota 3: para cada
pesa la masa convencional (mc), determinada con su incertidumbre expandida (U),
no difiere de su valor nominal (mo), en más de la diferencia entre el error
máximo permitido (dm), menos la incertidumbre expandida.
mo – (dm – U) £ mc
£ mo + (dm – U)
Nota 4: la
densidad de estas pesas es tal que una variación de la densidad del aire en MAS
o MENOS DIEZ POR CIENTO (± 10 %) del valor de UNO COMA DOS KILOGRAMOS/METROS
CUBICOS (1,2 kg/m3 ) no produce variaciones de la masa, mayores a UN CUARTO
(1/4) del error máximo permitido.
2) equipos para el
manipuleo de las pesas patrón, utilizándose en cada caso que corresponda,
autoelevadores, puentes grúa, aparejos, camión con pluma o dispositivos
especialmente diseñados;
3) instrumento de
medición de la temperatura ambiente
Termómetro cuya
exactitud sea de UN GRADO CENTIGRADO (1º C) o mejor.
III) Descripción
1) Identificación
del instrumento
Se constata la
concordancia entre la identificación del instrumento que figura en los
certificados, la placa identificatoria del mismo y dicho instrumento. Una vez
constatado esto, se procede a completar la planilla de datos; (Apéndice I)
marca*, modelo*, Nº de serie*, clase, valor de la división de verificación,
valor de la división, capacidad máxima, capacidad mínima, ubicación de la
empresa y ubicación del instrumento dentro de la empresa del instrumento de
pesar y del indicador cuando corresponda
2) Control visual
En el caso de
básculas electrónicas o híbridas, debe haber estado energizado o en
"stand-by" (en espera) con suficiente antelación (consultar con
catálogo del fabricante).
Antes de comenzar
los ensayos correspondientes a la verificación, se realiza una inspección
visual para comprobar la correcta instalación de la báscula:
· que la misma no
tenga bloqueada su plataforma;
· en el caso de
poseer tablones, que los mismos se encuentren en buen estado y sin rozamiento
con las paredes de la fosa si la hubiere;
· en los casos de
existencia de una fosa, que la misma no este inundada;
· el correcto
funcionamiento de sus comandos;
· verificar el
sistema de seguridad según ítem A.1.3 de la Resolución 2.307/80 (Ejemplo: precintos).
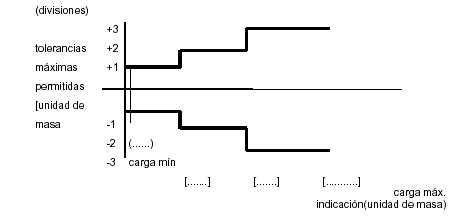
3) Determinación
de la curva de tolerancia
Se determina la
clase de exactitud a la que pertenece la báscula utilizando las tablas del
punto 15 de la referencia (4.3), en función de las siguientes características
metrológicas:
· capacidad máxima
"cap. máx";
· resolución
(valor de la división de verificación) "e" o (valor de la división)
"d" en caso de que el "e" no esté especificado.
Obteniéndose:
· el número de
divisiones "n" se obtiene con la "cap. máx." dividido
"d" (cap.máx./ d);
· el valor de la
capacidad mínima "cap. mín";
· la curva con los
desvíos máximos permitidos a lo largo del campo de pesada de la balanza.
Con estos datos se
complementa la planilla de datos (Apéndice 1)
4) Limpieza
En el caso de
básculas de alta capacidad, la limpieza de la plataforma de báscula se efectúa
con palas, espátulas, escobas, escobillones u otro elemento equivalente.
5) Movilidad
5.1.) Instrumentos
con equilibrio no automático.
El retiro o el
depósito sin choque sobre el instrumento en equilibrio de una sobrecarga
equivalente a CERO COMA CUATRO (0,4) veces el valor absoluto del error máximo
tolerado con la carga considerada, debe provocar un movimiento visible del
órgano indicador.
5.2.) Instrumentos
con equilibrio automático o semiautomático
5.2.1.) En
instrumentos de indicación o impresión continua
Se coloca sin
choque sobre el instrumento cargado en equilibrio, una sobrecarga equivalente
al valor absoluto del error máximo tolerado para dicho punto, esta debe
provocar un desplazamiento permanente del dispositivo indicador. Dicho
desplazamiento debe ser como mínimo siete décimas de la sobrecarga.
5.2.2.) En
instrumentos de indicación o impresión discontinua.
Con el instrumento
cargado en equilibrio, se debe colocar sin choque una sobrecarga equivalente
como máximo a UNO COMA CUATRO (1,4) veces el valor de la división discontinua,
esta deberá provocar un cambio en la indicación o impresión, equivalente a una
división discontinua. En el caso de que al aplicar la sobrecarga igual a UNO
COMA CUATRO (1,4) veces el valor de la división discontinua, se produzca un
cambio en la indicación equivalente a DOS (2) divisiones discontinuas, se
retira la sobrecarga aplicada, para posteriormente ir adicionando sin choque de
una en una sobrecargas iguales a UN DECIMO (1/10) del valor correspondiente a
la división discontinua, hasta que se produzca el cambio de indicación o de
impresión. A partir de ese momento se vuelve a colocar sin choque una
sobrecarga equivalente como máximo a UNO COMA CUATRO (1,4) veces el valor de la
división discontinua, esta deberá provocar un cambio en la indicación o
impresión, equivalente a una división discontinua.
Estos ensayos se
realizan para los siguientes estados de carga:
· en la capacidad
mínima;
· en el CINCUENTA
(50 %) de la carga aplicada;
· en el CIEN (100
%) de la carga aplicada.
6) Excentricidad
Sobre cada uno de
los (n) puntos de apoyo del dispositivo receptor de carga, se coloca una carga
de prueba sucesivamente repartida sobre una superficie del mismo orden que la
fracción UNO SOBRE N (1/n) de la superficie del receptor de carga. Dicha carga
de prueba debe ser igual a la fracción UNO SOBRE N (1/n) de la suma de la
capacidad máxima y del efecto máximo aditivo de tara.
Cuando DOS (2)
puntos de apoyo están muy próximos y la carga de prueba no puede entonces ser
ubicada en las condiciones precedentes, dicha carga se duplica y se reparte
sobre una superficie doble, a ambos lados del eje de los puntos de apoyo.
Antes de realizar
la carga de los puntos de apoyo se verifica que la indicación del instrumento
sea CERO (0), esta verificación se efectúa antes de iniciar la carga de cada
punto de apoyo.
7) Fidelidad
(repetibilidad)
Es la diferencia
entre los resultados obtenidos en el transcurso de CINCO (5) ciclos de pesada
de una misma carga.
En el caso de que
la báscula tenga DOS (2) sentidos de circulación se realiza el ensayo de CINCO
(5) ciclos de pesada con la misma carga en cada uno de los sentidos.
Este ensayo se
establece para una carga aproximadamente al CINCUENTA POR CIENTO (50 %) y otra
al CIEN POR CIENTO (100 %) de la carga a aplicar, con la posibilidad de que
estas cargas sean pesas patrones o bien que garanticen su masa en el tiempo que
transcurre el ensayo.
Ciclo de pesada:
8) Determinación
de los errores
Teniendo delineada
la curva de tolerancias y la capacidad mínima de acuerdo a lo expresado en el
punto "Determinación de la curva de tolerancia" (punto 6.3.3), se
procede a seleccionar los puntos a controlar a lo largo del rango de pesada y
la carga sustituta a emplear.
Para esto a partir
de la capacidad mínima y hasta la carga alcanzada con pesas patrón se registra
en la planilla de datos UN (1) punto cada MIL KILOGRAMOS (1.000 kg.) Luego de la aplicación de la carga sustituta, si la ubicación de la báscula no lo permite
se efectúan DOS (2) puntos de pesada cada DIEZ MIL KIOGRAMOS (10.000 kg.) o fracción mayor de CUATRO MIL KILOGRAMOS (4 000 kg.) supeditando este último paso a la respuesta que la balanza tenga en repetibilidad.
Para la aplicación
de cargas sustitutas se deberá tener en cuenta lo establecido en el punto
3.7.3 de la Recomendación Internacional OIML R 76-1, mencionado en el punto 4.1 de este procedimiento.
Se registran en la
planilla de datos (Apéndice 1) los datos de temperatura al principio y al final
de la carrera y el promedio de ambos.
Carrera
ascendente, se corrige el CERO (0) y a continuación se van colocando en forma
uniforme sobre el receptor de carga las masas correspondientes a los puntos
seleccionados, en forma sucesiva sin volver a CERO (0) (o sea sin descargar la
balanza) hasta llegar a la carga alcanzada con pesas patrón. Para el caso de
instrumentos de pesar de indicación o impresión discontinua, estando ubicado en
este punto se verifica el error de redondeo mediante el empleo de pesas cuyo
valor de masa equivalga a UN DECIMO (1/10) del valor de la división o impresión
discontinua, posteriormente se extraen las pesas depositadas sobre el receptor
de carga en forma regresiva y en el orden inverso al empleado para la carga
hasta CERO (0).
Una vez
determinado el valor de indicación correspondiente al máximo valor de carga
alcanzado con pesas patrón, se descarga el instrumento siguiendo la secuencia
inversa de cómo fue cargado el mismo, se corrige el CERO (0) y luego se coloca
sobre el receptor de carga la carga sustituta correspondiente, teniendo en
cuenta que el valor de indicación obtenido de la misma debe ser lo más próximo
posible y sin superar al máximo valor de carga alcanzado con pesas patrón. Una
vez logrado esto, y si la balanza es de indicación o impresión discontinua
mediante el empleo de pesas cuyo valor de masa equivalga a UN DECIMO (1/10) del
valor de la división o impresión discontinua se verifica el error de redondeo y
se lo compara con el error de redondeo verificado anteriormente al colocar
todas las pesas patrón. Si estos errores de redondeo no son iguales, con el
empleo de pesas se debe lograr que sean iguales y entonces a partir de este
punto se van colocando en forma uniforme sobre el receptor de carga las masas
correspondientes a los puntos seleccionados, en forma sucesiva sin volver a
CERO (0) (o sea sin descargar la balanza) hasta llegar a la carga no inferior a
CUARENTA TONELADAS (40 t) para el caso de básculas de camiones y de OCHENTA
TONELADAS (80 t) para básculas de vagones.
En el caso que el
instrumento de pesar cuente con más de un indicador y uno de dichos indicadores
sea de indicación continua y el otro de indicación discontinua, se deberá
corregir el error de redondeo del instrumento de indicación discontinua para
que las lecturas de ambos indicadores sean comparables.
9) Histéresis
Con los datos
obtenidos entre la carrera ascendente y descendente hasta la carga alcanzada
con pesas homologadas, se obtiene el valor de histéresis con la diferencia de
indicación en cada uno de los puntos entre la carrera descendente y la
ascendente, tomando la mayor de éstas diferencias como el valor de histéresis
de la balanza.
10) Efecto del
dispositivo de puesta a CERO (0).
Este ensayo
consiste en determinar si el efecto del dispositivo de puesta a CERO (0) de la
báscula no supera el CUATRO POR CIENTO (4 %) de la capacidad máxima del
instrumento. La realización de este ensayo se efectúa colocando sobre el
receptor de carga de la báscula el valor correspondiente al CUATRO POR CIENTO
(4 %) de la capacidad máxima del instrumento en pesas, una vez cargada la
báscula se debe pulsar el comando de puesta a CERO (0) y observar si el
indicador del instrumento vuelve a CERO (0).