Resolución
437-2006-SICPYME
Apruébanse
las secuencias de los procesos productivos para la fabricación de telas con
cobertura de plástico y el listado de insumos mínimos.
Bs. As.,
14/11/2006
VISTO el
Expediente Nº S01:0088946/2005 del Registro del MINISTERIO DE ECONOMIA Y
PRODUCCION, y
CONSIDERANDO:
Que el Artículo
1º, inciso b) del Decreto Nº 1737 de fecha 18 de agosto de 1993, modificado por
el Decreto Nº 522 de fecha 22 de septiembre de 1995 se dispone que a los fines
de acreditar origen bajo el régimen de la Ley Nº 19.640, un producto será originario del Area Aduanera Especial cuando se adecue a los procesos productivos
ya aprobados o a los nuevos que apruebe la ex - SECRETARIA DE INDUSTRIA del ex
- MINISTERIO DE ECONOMIA Y OBRAS Y SERVICIOS PUBLICOS.
Que del informe
técnico producido en las actuaciones citadas en el Visto, se puede advertir que
el sistema de regulación por cuchilla (Racle) es la forma más difundida de aplicar
recubrimientos plásticos en forma homogénea sobre la base textil y resultan
apropiadas para la obtención de tejidos plastificados.
Que las mismas
consideraciones, caben realizar respecto al sistema de rodillos y rociados
acorde a la evaluación técnica que obra en las actuaciones.
Que en
consecuencia, resulta atinado determinar las pautas mínimas del proceso a
exigir en el Area Aduanera Especial, indicándose para los procesos la lista de
insumos mínimos que deberá ser respetada durante la producción.
Que las áreas
técnicas de la SECRETARIA DE INDUSTRIA, COMERCIO Y DE LA PEQUEÑA Y MEDIANA EMPRESA del MINISTERIO DE ECONOMIA Y PRODUCCION han tomado la intervención
que les compete.
Que, en
consecuencia, resulta necesario aprobar los correspondientes procesos
productivos.
Que la Dirección de Legales del Area de Industria, Comercio y de la Pequeña y Mediana Empresa, dependiente de la Dirección General de Asuntos Jurídicos del MINISTERIO DE ECONOMIA Y PRODUCCION ha tomado la intervención que le compete.
Que la presente
medida se dicta en virtud de lo dispuesto por el Artículo 1º, inciso b) del
Decreto Nº 1737/93, modificado por el Decreto Nº 522/95.
Por ello,
EL SECRETARIO DE
INDUSTRIA, COMERCIO Y DE LA PEQUEÑA Y MEDIANA EMPRESA
RESUELVE:
Articulo 1º — Apruébanse las secuencias de los procesos
productivos para la fabricación de telas con cobertura de plástico y el listado
de insumos mínimos, cuyas descripciones y diagrama de flujo constituyen los
Anexos I, II y III que con CINCO (5) hojas cada uno y los Anexos IV, V y VI que
con UNA (1) hoja cada uno forman parte integrante de la presente resolución.
Los mencionados
procesos revestirán carácter de transformación sustancial en orden a lo
establecido en el Artículo 21, incisos b) y c) y el Artículo 24, inciso a) de la Ley Nº 19.640.
Art. 2º — Comuníquese, publíquese, dése a la Dirección Nacional del Registro Oficial y archívese. — Lic. MIGUEL G. PEIRANO, Secretario de
Industria, Comercio y de la Pequeña y Mediana Empresa. — Miguel G. Peirano.
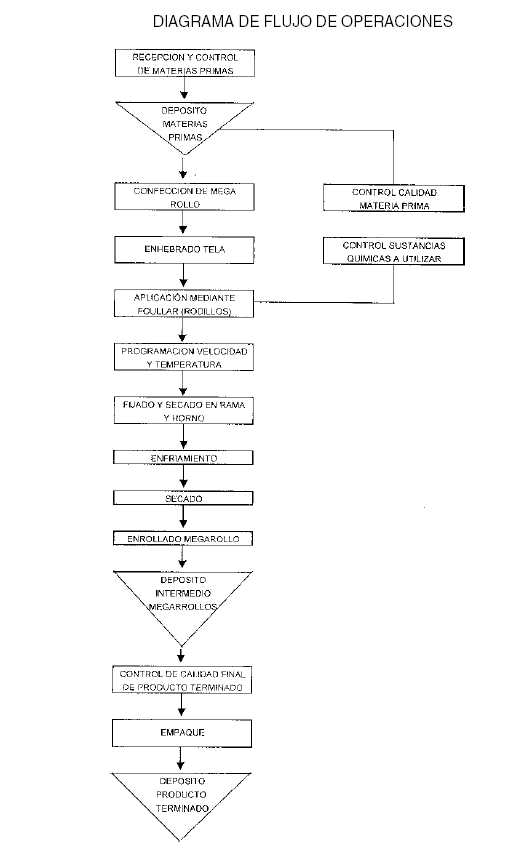
ANEXO I
PROCESO MINIMO DE
PRODUCCION DE TELAS CON COBERTURAS
PLASTICAS POR
RACLE
1.- Recepción de
materias primas: Se recepcionan las materias primas textiles, plásticas y
químicas, que son verificadas visualmente en cuanto a su descripción, cantidad,
procedencia y composición, en relación con la documentación correspondiente.
Todo el material ingresado deberá ser cargado en la base de datos.
2.- Depósito de
materias primas: Se almacenan las materias primas.
3.- Control de
calidad: Se realizan controles de calidad de las materias primas en
laboratorio.
4.- Confección del
megarrollo: Se toma un rollo de aproximadamente CIEN METROS (100 m) de tela, se enhebra en el cono con UNA (1) barra y se posiciona sobre el desenrollador. Se
pone en funcionamiento el motor y comienza a enrollarse la tela en el palo
contenedor del megarrollo. Al terminar de pasar el rollo, con UNA (1) máquina
overlok se cose el final con el principio del rollo siguiente. Se reitera la
operación hasta obtener un megarrollo cuyo contenido en metros varía de acuerdo
al tipo de tela a procesar.
5.- Enhebrado de
la tela: Se recepciona el megarrollo y mediante un aparejo se lo posiciona en
el cabezal del horno. Luego se enhebra en el comienzo del tren continuo
plastificador, en los rodillos que dan la tensión necesaria para el proceso.
También se
engancha la tela en los pinches de la rama que se encuentra en forma previa al
ingreso al horno.
6.- Control,
preparación y carga de pasta plastificante: Se solicita a depósito la resina y
los aditivos necesarios para preparar la pasta plastificante, se controla y se
los combina generando UN (1) compuesto adecuado a la naturaleza de la lámina
polimérica a obtener. Se carga el compuesto polimérico en la máquina de
recubrimiento.
7.- Aplicación
mediante cuchillas dosificadoras (Racle): Se pasa el tejido base a través de
los rodillos que le otorgan tensión. Luego pasa por debajo de la cuchilla, cuya
separación de la tela es predeterminada para que la dosificación de la pasta
genere UNA (1) capa polimérica homogénea sin exceso ni falta de pasta
plastificante. Se genera UNA (1) capa sobre UNA (1) sola de las caras de la
base textil, con el barrido que realiza la cuchilla. La alimentación de la
pasta plastificante debe realizarse mediante un dispositivo que asegure UNA (1)
provisión permanente y regular del mismo por delante de la cuchilla. No se
deberá realizar alimentación manual de la pasta plastificante.
8.- Programación
de velocidad y temperatura: Una vez que pasó por la cuchilla el tejido con la
capa plástica depositada y se encuentra en su ancho sobre los pinches de la
rama, se debe fijar la velocidad de marcha, temperatura del horno acorde al
tipo de materia prima a procesar. El horno deberá poseer control automático de
temperatura.
9.- Fijado y
secado en rama y horno: El proceso de fijado y secado se logra cuando la tela
con la sustancia plastificante aplicada recorre el horno en toda su longitud
recibiendo el soplado de aire caliente, a temperatura apropiada, forzado por
motores externos.
10.- Enfriamiento:
Cuando la tela recubierta sale del horno luego de cumplida la operación de
fijado y secado, habiéndose originado la lámina plástica continua, lo hace a
temperatura elevada la cual se reduce haciéndola pasar sobre UN (1) rodillo
enfriador mediante recirculación de agua fría.
11.- Secado: Al
salir del enfriador la tela recubierta con lámina plástica pasa por otro
rodillo que la airea, la alinea y cuenta los metros procesados.
12.- Enrollado del
Megarrollo: Se conforma UN (1) megarrollo enhebrando en el palo contenedor de
tela procesada, que se va cargando a medida que la tela sale del horno, se
enfría y se seca, finalizando el proceso. En esta etapa se dispone de UN (1)
embrague que regula la tensión y la velocidad deseada del proceso.
13.- Depósito
intermedio del megarrollo: El megarrollo con tela procesada es estibado en el
área de producción a fin de efectuar el control de calidad.
14.- Control de
calidad de producto terminado: Para efectuar el control de calidad se utiliza
UNA (1) máquina específica que posee UN (1) enrollador en su parte delantera en
donde se enhebra el tubo de cartón contenedor. Se hace correr la tela procesada
por encima de UN (1) visor iluminado a efecto de detectar posibles fallas.
Deberá controlarse también ancho, color, peso sobre metro cuadrado, resistencia
y adherencia entre el plastificante y el tejido.
15.-
Fraccionamiento y empaque: De acuerdo a la solicitud del cliente se podrá
fraccionar la tela conservando el paralelismo y tensión de la misma. Se le
colocará el rótulo correspondiente indicando marca, número de artículo, fecha
de fabricación, peso y metros. Se embolsa.
16.- Depósito: Los
productos terminados ingresarán a depósito a la espera de su expedición,
clasificados por artículo y fecha de fabricación, debiendo incorporarse en la
base de datos de manera de permitir su rastreabilidad en relación con la
materia prima utilizada.
LISTADO DE INSUMOS
MINIMOS
1.- Tela plana de
tejidos de punto (soporte).
2.- Etiquetas,
tubos de cartón, bolsas de polietileno de embalaje.
3.- Blanqueadores.
4.- Disolventes
orgánicos.
5.- Polímeros en
general y/o Resinas en general.
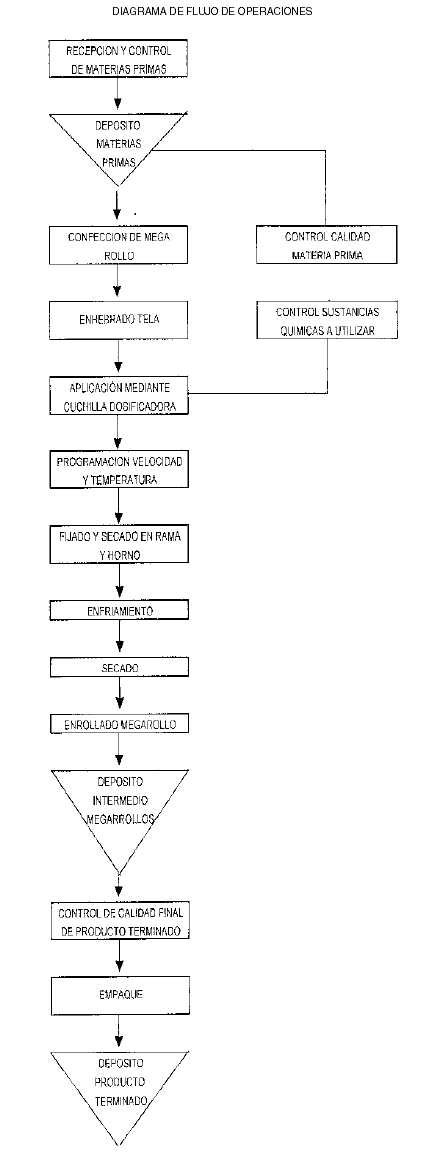
ANEXO II
PROCESO MINIMO DE
PRODUCCION DE TELAS CON COBERTURAS
PLASTICAS POR
FOULLAR
1.- Recepción de
materias primas: Se recepcionan las materias primas textiles y químicas, que
son verificadas visualmente en cuanto a su descripción, cantidad, procedencia y
composición, en relación con la documentación correspondiente. Todo el material
ingresado deberá ser cargado en la base de datos.
2.- Depósito de
materias primas: Se almacenan las materias primas.
3.- Control de
calidad: Se realizan controles de calidad de las materias primas e insumos en
laboratorio. Para el caso del soporte textil, el control se realiza en UNA (1)
máquina que posee UN (1) desenrollador y UN (1) enrollador en los extremos y UN
(1) tablero iluminado en su parte media a fin de que se pueda traslucir las
imperfecciones que puedan existir.
4.- Confección del
megarrollo: Se toma un rollo de aproximadamente CIEN METROS (100 m) de tela, se enhebra en el cono con UNA (1) barra y se posiciona sobre el desenrollador. Se
pone en funcionamiento el motor y comienza a enrollarse la tela en el palo
contenedor del megarrollo. Al terminar de pasar el rollo, con UNA (1) máquina
overlok se cose el final con el principio del rollo siguiente. Se reitera la
operación hasta obtener UN (1) megarrollo cuyo contenido en metros varía de
acuerdo al tipo de tela a procesar.
5.- Enhebrado de
la tela: Se recepciona el megarrollo y mediante UN (1) aparejo a cadena se lo
posiciona en el cabezal del horno. Luego se enhebra la tela a través de
rodillos que le dan tensión necesaria para luego pasar por debajo de los
rociadores. Una vez realizada esta tarea se engancha la tela en los pinches de
la rama.
6.- Control,
preparación y carga de químicos preformulados: Se solicita a depósito los
compuestos químicos a aplicar, se constata la calidad de los mismos y se los
combina en un medio acuoso de acuerdo a formulaciones preestablecidas para el
artículo específico que se procesa.
7.- Aplicación
mediante rodillos (Foullar): Se posiciona el megarollo detrás de la batea
contenedora del compuesto químico preformulado a aplicar, se pasa la tela por
entremedio de los rodillos de la batea donde se sumerge totalmente e
impregnándose ambas caras y a su salida se la pasa por los rodillos
exprimidores, eliminando de esa manera el exceso del compuesto químico.
8.- Programación
de velocidad y temperatura: Una vez que la tela se encuentra en su ancho sobre
los pinches de la rama, se fija la velocidad de marcha y temperatura acorde al
tipo de materia prima a procesar.
9.- Fijado y
secado en rama y horno: El proceso de fijado y secado se logra cuando la tela
con la sustancia química aplicada recorre el horno en toda su longitud, a una
temperatura acorde a la necesidad de la tela ya impregnada, recibiendo el
soplado de aire caliente forzado por motores externos produciendo un fijado y
secado uniforme.
10.- Enfriamiento:
Cuando la tela recubierta sale del horno luego de cumplida la operación de
fijado y secado, habiéndose originado la lámina plástica continua, lo hace a
temperatura elevada la cual se reduce haciéndola pasar sobre UN (1) rodillo
enfriador mediante recirculación de agua fría.
11.- Secado: Al
salir del enfriador la tela recubierta con lámina plástica pasa por otro
rodillo que la airea, la alinea y cuenta los metros procesados.
12.- Enrollado del
Megarrollo: Se conforma un megarrollo enhebrando en el palo contenedor de tela
procesada, que se va cargando a medida que la tela sale del horno, se enfría y
se seca, finalizando el proceso. En esta etapa se dispone de UN (1) embrague
que regula la tensión y la velocidad deseada del proceso.
13.- Depósito
intermedio del megarrollo: El megarrollo con tela procesada es estibado en el
área de producción a fin de efectuar el control de calidad.
14.- Control de
calidad de producto terminado: Para efectuar el control de calidad se utiliza
UNA (1) máquina específica que posee UN (1) enrollador en su parte delantera en
donde se enhebra el tubo de cartón contenedor. Se hace correr la tela procesada
por encima de UN (1) visor iluminado a efecto de detectar posibles fallas.
Deberá controlarse también ancho, color, peso sobre metro cuadrado, resistencia
y adherencia entre el producto plastificante y el tejido.
15.-
Fraccionamiento y empaque: De acuerdo a la solicitud del cliente se podrá
fraccionar la tela conservando el paralelismo y tensión de la misma. Se le
colocará el rótulo correspondiente indicando marca, número de artículo, fecha
de fabricación, peso y metros. Se colocará UN (1) embolsado final.
16.- Depósito: Los
productos terminados ingresarán a depósito a la espera de su expedición,
clasificados por artículo y fecha de fabricación, debiendo incorporarse en la
base de datos de manera de permitir su rastreabilidad en relación con la
materia prima utilizada.
17.- Expedición:
Se recepcionarán los rollos embolsados y etiquetados, se creará UN (1) romaneo
con los mismos, el cual se entregará a administración con el fin de generar el
correspondiente permiso de embarque para su exportación.
LISTADO DE INSUMOS
MINIMOS
1.- Tela plana de
tejidos de punto (soporte).
2.- Etiquetas,
tubos de cartón, bolsas de polietileno de embalaje.
3.- Blanqueadores.
4.- Disolventes
orgánicos.
5.- Polímeros en
general y/o Resinas en general.
6.- Aditivos
orgánicos y aromáticos.
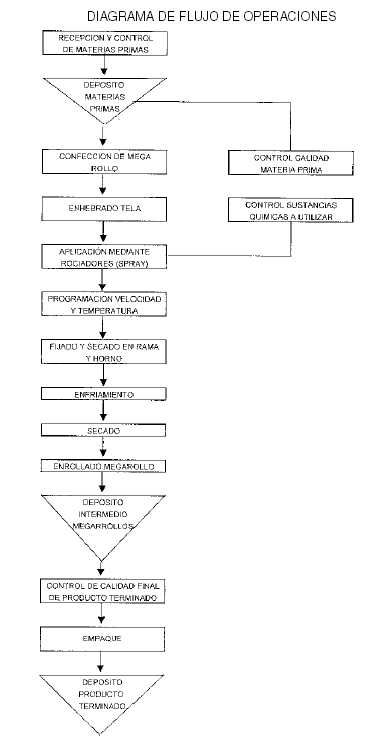
ANEXO III
PROCESO MINIMO DE
PRODUCCION DE TELAS CON COBERTURAS
PLASTICAS POR
PICOS ROCIADORES
1.- Recepción de
materias primas: Se recepcionan las materias primas textiles y químicas, que
son verificadas visualmente en cuanto a su descripción, cantidad, procedencia y
composición, en relación con la documentación correspondiente. Todo el material
ingresado deberá ser cargado en la base de datos.
2.- Depósito de
materias primas: Se almacenan las materias primas.
3.- Control de
calidad: Se realizan controles de calidad de las materias primas e insumos en
laboratorio. Para el caso del soporte textil, el control se realiza en UNA (1)
máquina que posee UN (1) desenrollador y UN (1) enrollador en los extremos y UN
(1) tablero iluminado en su parte media a fin de que se pueda traslucir las
imperfecciones que puedan existir.
4.- Confección del
megarrollo: Se toma UN (1) rollo de aproximadamente CIEN METROS (100 m) de tela, se enhebra en el cono con UNA (1) barra y se posiciona sobre el desenrollador. Se
pone en funcionamiento el motor y comienza a enrollarse la tela en el palo
contenedor del megarrollo. Al terminar de pasar el rollo, con UNA (1) máquina
overlok se cose el final con el principio del rollo siguiente. Se reitera la
operación hasta obtener UN (1) megarrollo cuyo contenido en metros varía de
acuerdo al tipo de tela a procesar.
5.- Enhebrado de
la tela: Se recepciona el megarrollo y mediante UN (1) aparejo a cadena se lo
posiciona en el cabezal del horno. Luego se enhebra la tela a través de
rodillos que le dan tensión necesaria para luego pasar por debajo de los
rociadores. Una vez realizada esta tarea se engancha la tela en los pinches de
la rama.
6.- Control,
preparación y carga de químicos preformulados: Se solicita a depósito los
compuestos químicos a aplicar, se constata la calidad de los mismos y se los
combina en un medio muy acuoso de acuerdo a formulaciones preestablecidas para
el artículo específico que se procesa.
7.- Aplicación
mediante picos rociadores (spray): Se posiciona el megarollo frente al horno y
se aplica los compuestos químicos a la tela mediante picos rociadores alinedos
delante de la rama del horno recibiendo la alimentación de productos mediante
bombas alimentadoras, produciendo una impregnación sobre todo el ancho de la
tela y en una de sus caras solamente.
8.- Programación
de velocidad y temperatura: Una vez que la tela se encuentra en su ancho sobre
los pinches de la rama, se fija la velocidad de marcha y temperatura acorde al
tipo de materia prima a procesar.
9.- Fijado y
secado en rama y horno: El proceso de fijado y secado se logra cuando la tela
con la sustancia química aplicada recorre el horno en toda su longitud, a una
temperatura acorde a la necesidad de la tela ya impregnada, recibiendo el
soplado de aire caliente forzado por motores externos produciendo un fijado y
secado uniforme.
10.- Enfriamiento:
Cuando la tela recubierta sale del horno luego de cumplida la operación de
fijado y secado, habiéndose originado la lámina plástica continua, lo hace a
temperatura elevada la cual se reduce haciéndola pasar la misma sobre el
enfriador de aire forzado.
11.- Secado: Al
salir del enfriador la tela recubierta con lámina plástica pasa por otro
rodillo que la airea, la alinea y cuenta los metros procesados.
12.- Enrollado del
Megarrollo: Se conforma UN (1) megarrollo enhebrando en el palo contenedor de
tela procesada, que se va cargando a medida que la tela sale del horno, se
enfría y se seca, finalizando el proceso. En esta etapa se dispone de UN (1)
embrague que regula la tensión y la velocidad deseada del proceso.
13.- Depósito
intermedio del megarrollo: El megarrollo con tela procesada es estibado en el
área de producción a fin de efectuar el control de calidad.
14.- Control de
calidad de producto terminado: Para efectuar el control de calidad se utiliza
UNA (1) máquina específica que posee UN (1) enrollador en su parte delantera en
donde se enhebra el tubo de cartón contenedor. Se hace correr la tela procesada
por encima de UN (1) visor iluminado a efecto de detectar posibles fallas.
Deberá controlarse también ancho, color, peso sobre metro cuadrado, resistencia
y adherencia entre el producto plastificante y el tejido.
15.- Empaque: De
acuerdo a la solicitud del cliente se podrá fraccionar la tela conservando el
paralelismo y tensión de la misma. Se le colocará el rótulo correspondiente
indicando marca, número de artículo, fecha de fabricación, peso y metros. Se
colocará UN (1) embolsado final.
16.- Depósito: Los
productos terminados ingresarán a depósito a la espera de su expedición,
clasificados por artículo y fecha de fabricación, debiendo incorporarse en la
base de datos de manera de permitir su rastreabilidad en relación con la
materia prima utilizada.
17.- Expedición:
Se recepcionarán los rollos embolsados y etiquetados, se creará UN (1) romaneo
con los mismos, el cual se entregará a administración con el fin de generar el
correspondiente permiso de embarque para su exportación.
LISTADO DE INSUMOS
MINIMOS
1.- Tela plana de
tejidos de punto (soporte).
2.- Etiquetas,
tubos de cartón, bolsas de polietileno de embalaje.
3.- Blanqueadores.
4.- Disolventes
orgánicos.
5.- Polímeros en
general y/o Resinas en general.
6.- Aditivos
orgánicos y aromáticos.
ANEXO IV
ANEXO V
ANEXO VI